Designer 3D-printer from SUNHOKEY in operation (Part Two)
My last post about the assembly and adjustment of the printer here has sunk into oblivion (although its remnants are in the blog Dronk.ru), there I described the process of assembling a 3D printer from a Chinese designer. Now I want to share information about its almost annual use, what has been replaced, what to look for, what upgrades can be made?
But first I would like to describe the process of the purchase itself. At that time, when I ordered a printer, the number of positive reviews in the store was about 250 pieces. By the time he arrived, they were already under 1000 and several negative ones appeared. At the moment there are already 1800 reviews. The set, due to good value for money, has become so popular that there was a time, I even found several fake accounts with him on Ali, who promised to deliver goods at half price for 3 days. So be careful. In principle, all cheap printer kits for Ali can be divided into 2 or 3 categories. Some people have direct extruders, a power supply unit with passive cooling and a lot of parts printed on the same printer; other parts have no printed parts. They also differ in control boards. The times of the Arduins and the Ramps have already passed,
I apologize in advance for the photos, they are all from the phone and were photographed more for our group chat on 3D printing (hello guys!) Than for the story.
In general, the seller at Sunhokey, sort of like a girl. At least the name of Eve and the manner of correspondence are exactly female. In principle, it answers promptly enough questions and tries in every way to support the buyer. I even ran into the positive side of Chinese support, when I wrote an article about the printer and laid it out on MySku, described the problems with heating the platform. Then I threw Eve a link to this review, and she had already read it, sent me the corrected firmware, it was a pleasant moment. I was also promised 4 plastic coils, like for work and even seemed to be sent, but I never received them. I do not know what the problem is, but it is not a pity, because the plastic was PLA, and as it turned out later, the Chinese PLA is very far from perfect.
This we found out with my friend in “misfortune” from Kazakhstan. He purchased the same set and several plastic colors from above. The plastic was PLA, and they didn’t print at all. It's all about the "walking" parameters of plastic. It seemed to be dampened from one side and the print parameters from this change right on the go. A few layers go all right, and then get stuck and do not go further. Empirically it turns out that you need to raise the temperature. The printing resumes, then it reaches another place and overheating is obtained - as a result, the stopper in the thermal barrier. In general, do not take Chinese PLA.

In general, a lot depends on the quality of the material. There used to be such a plastic manufacturer - “Cosmovent” with cheap offers. So their ABS also gave mediocre print results, well, the result was not floating, but was consistently "so-so." However, for things that do not require a good aesthetic appearance of this was enough. Poor quality manifested itself only in walking diameter, which resulted in a “waviness” of the surfaces and, well, the printing temperature was high, otherwise the layers could not melt normally and tried to crack under load. Printed on the verge - 250-255 degrees on the nozzle, a little higher and the plastic began to boil. Slightly lower, and objects cracked and exfoliated. Problems with the plastic of this manufacturer were also confirmed by my friends who ordered it from Omsk.

But it was all later. The first seal I had was a Chinese ABS. Wow and he stinky. I took 2 colors along with the printer - black and white. The plastic is of average quality, it is not as unstable as Omsk, but on the whole is normal. The advantage of Chinese ABS is that it is very fluid and even with a nozzle propped on the table is perfectly squeezed out on the first layer. Also, a white PLA from FL-33 was locally acquired, it is a manufacturer that makes plastics for prof. equipment. Here with this PLA I did not work out. The seal was very fig, squeezed as if an insufficient amount of plastic, increasing the flow, he began to get stuck. In the end, I postponed it until better times and stopped at ABS.
Now tell me, what is the very first problem for beginner printers? Right. Sticking to the table. The table at Sunhokey is aluminum, masking tape is included in the kit, offering to print on it. The first printing experiments I did, printed on scotch. True while the printer was driving to me, I very diligently studied all the materials on the network on popular resources and already knew in theory what was happening. In general, ABS is simply not sticky on the tape. PLA linden, but I had problems with him. Yes, and it turned out that the firmware for some reason limited the maximum heating of the table to 90 degrees. And for printing ABS you need above 100.
The issue of heating was solved by flashing (here is the necessary firmware, if anyone needs it). But sticking plastic to the table, I decided in different ways. The easiest way is sugar syrup. Dissolve sugar in water thicker and smear the table so that it is sticky. I tried the same glue stick. It depends on the composition of the pencil itself, the glue on the basis of the solvent does not fit, it begins to peel off. There are more tips to use the 3M blue masking tape, but it's not cheap. In specialized print shops it is sold for very expensive, you can find cheaper online, but I did not want to bother with it. There is another option with a transparent film Lomond, there is some special series with an adhesive layer. The cost of a pack 450r, in a pack like 25 sheets. They sell in Lomond brand stores and several more places - also hemorrhagic. Instead of sugar syrup, you can use dark beer Goat or Spanish lacquer Nelly. It was Nellie who did not make 3 weather taft. Nelly sells special varnishes for printers, but they also have hairspray with the same composition. Spray white with blue inscriptions, if anyone wants to try. But for most methods, it is recommended to use glass or a mirror over the heating table. I found the finished version - mirror tile 20x20cm in OBI. There it costs 280 rubles for 4 pieces, and the tile itself is not fatal, albeit with treated edges. But for most methods, it is recommended to use glass or a mirror over the heating table. I found the finished version - mirror tile 20x20cm in OBI. There it costs 280 rubles for 4 pieces, and the tile itself is not fatal, albeit with treated edges. But for most methods, it is recommended to use glass or a mirror over the heating table. I found the finished version - mirror tile 20x20cm in OBI. There it costs 280 rubles for 4 pieces, and the tile itself is not fatal, albeit with treated edges.
In general, my recipe is a mirror tile on the table and applied PVA glue on it. Cheap and angry. The PVA glue sticks the printed parts almost tightly, the issue of sticking goes into the background. The question arises with the removal of models from the table.
The best option for removal is cooling. Wait until the mirror cools down to 30 degrees, and safely put it with the model in the freezer for 15 minutes. The plastic is cooling down, shrinks, the glass is not, as a result, the model is removed easily. Although you can just hook up with a sharp knife, just be careful.


So, I recommend PVA. Apply it on the mirror, smear it with a thin layer.

Wait for the surface to become transparent.


And then when completely dry, again slightly whitish. And that's all. Can print. If the top layer of glue is damaged, it is not necessary to rinse and reapply everything, it is enough just to drop a little glue into this place and let it freeze.
Washed off, by the way, with water. Even better - isopropyl alcohol.

I wrote above about the firmware, let's go back to this issue. In fact, the control board is here, it's a simple arduin of mega and ramps with additional buns. She just divorced well. For flashing it is enough to open the source on the computer in the Arduino IDE and connect the printer via USB. Then click on the fill of the sketch and wait. After rebooting the printer, it will be a new firmware, everything.
And here's another. Usb There was such a case. When I first turned on the printer for my friend, the USB port on the laptop was burned out. It turned out that the matter is in the power supply of the printer. Where the unit is screwed to the acrylic, in the area of its mountings, inside. There is no insulation on the board and with a strong twisting the bolt screwed into the case is connected to the power track. This happens with a strong tightening or with long bolts. I, thank God, this was not observed.

I already wrote that HotEnd is used here - an analogue of E3D v5. I almost immediately replaced it with the same analog, but v6. This version is more compact in height, and in general it seemed somehow more stable in print.

I have all-metal thermal barrier. This seems to have the potential to give problems when printing with PLA plastics (With FL-33, the problem was different, more on that later). The fact is that plastic sticks more easily to heated metal, especially PLA, it is generally sticky when liquid, and can generally form a cork, tightly clogging the nozzle from the inside.

This is easily solved with oil. What? oil and plastic? Layers will not stick together! But no. There are no problems with sticking. Oil should be dripped into the filter. If you have not done it yet, be sure to print it yourself.
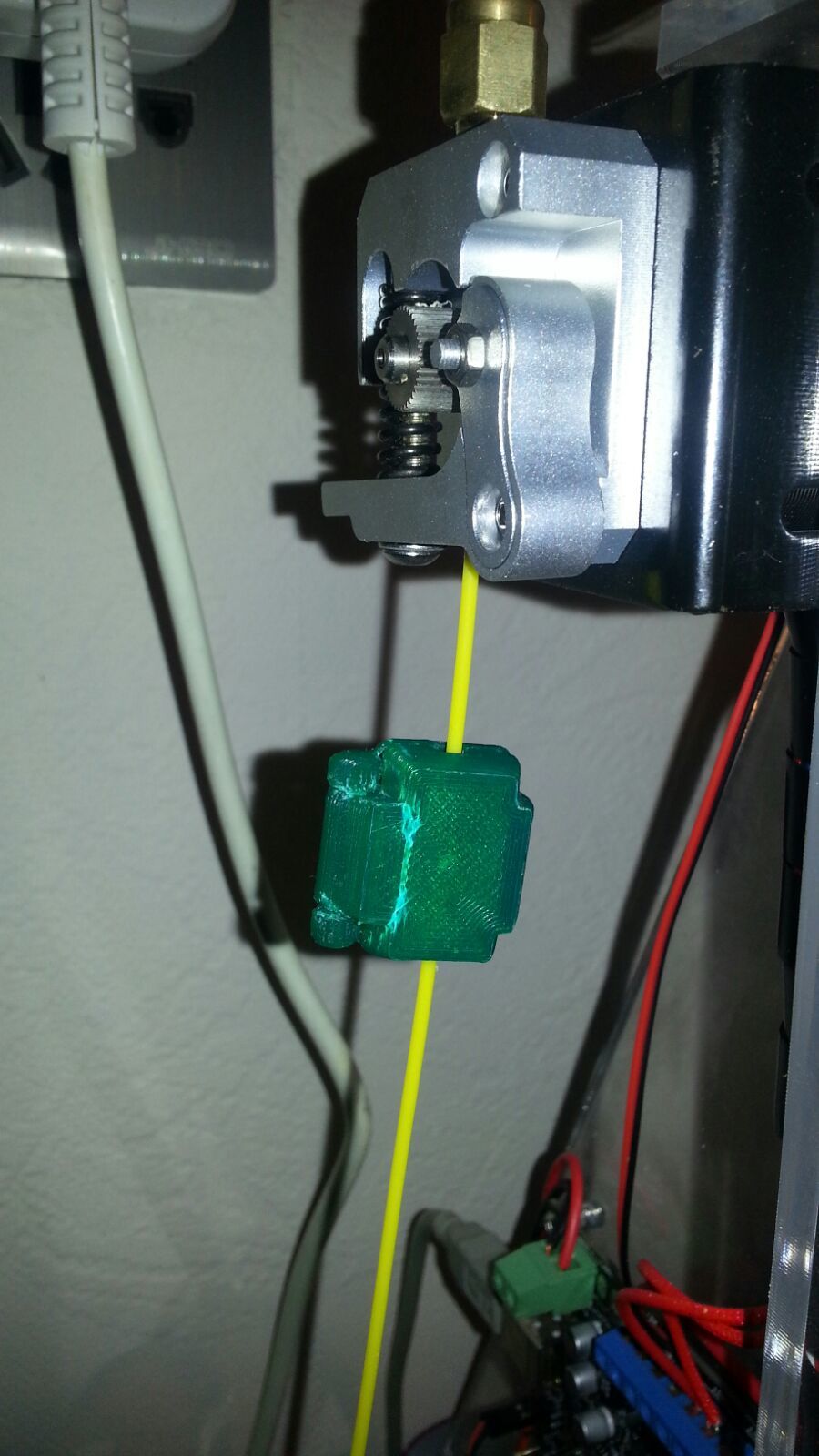
The filter is placed 2 pieces of kitchen sponge, and it is clamped on the rod. In general, the filter collects fucking how much dirt, if not, all this stuff goes into the nozzle and burns there. This does not bode well.

I use the oil that I took for RC machine bearings. I have enough of it left, and it is spent very economically here. Enough a couple drops.

And now to the question of why the FL-33 PLA seal did not go right away. Everything turned out to be simple. It was in the feed gear.

The gear wheel here costs brass with big teeth. A bar from FL-33 was very tough and smooth. Because of what she simply could not push it and he slipped back bouncing. The solution was to replace the steel hardened with fine teeth.
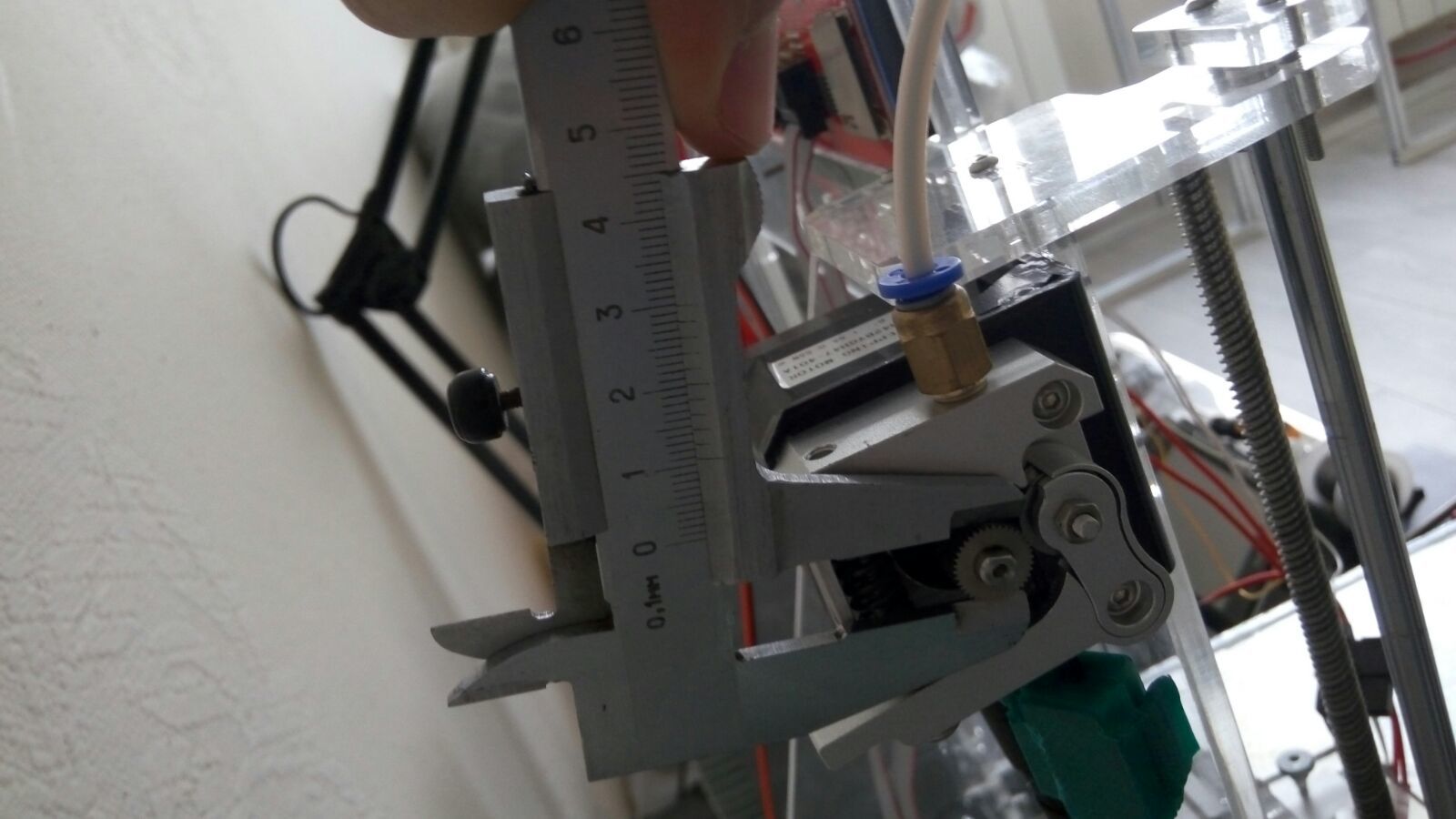
Replacing it, it went more vigorously. This gear, plus oil. Printing is just great.
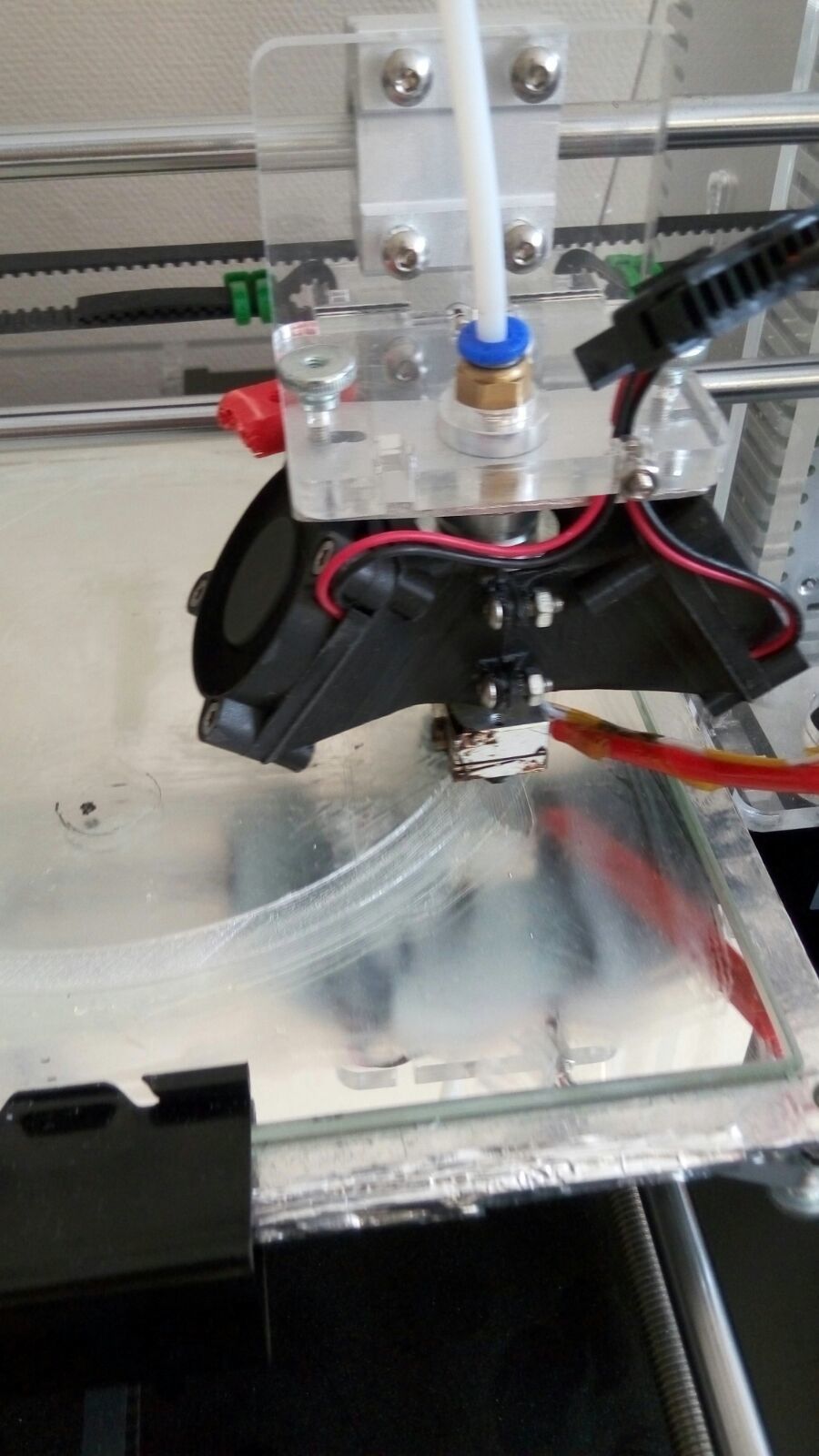
Another important point - blowing head radiator. Here from the factory, the decision is so-so. Some two figuli hold a fan that blows everything at once. And the table and head ... In general, for ABS it is very bad when the parts are large. The solution is to print a normal casing for a 40mm fan.

At first I had this one. Just under one fan. And for good PLA printing, you also need to blow the model. Yes, and a horizontally located fan still gives air turbulence to the print area because of which the parts on the left side stick out more, even in spite of PVA.
I decided to simulate my airflow under two fans at once, and even with their inclination, so that no parasitic winds.
The first model was not very. Air ducts follow their own rules and cannot be made at right angles and small diameters just like that. In general, the blower model did not work for me, although I managed to realize a beautiful solution with interchangeable nozzles. The plug was in the middle.

After a bit of torment, I went back to the first decision and added a ready-made circular blowing model.
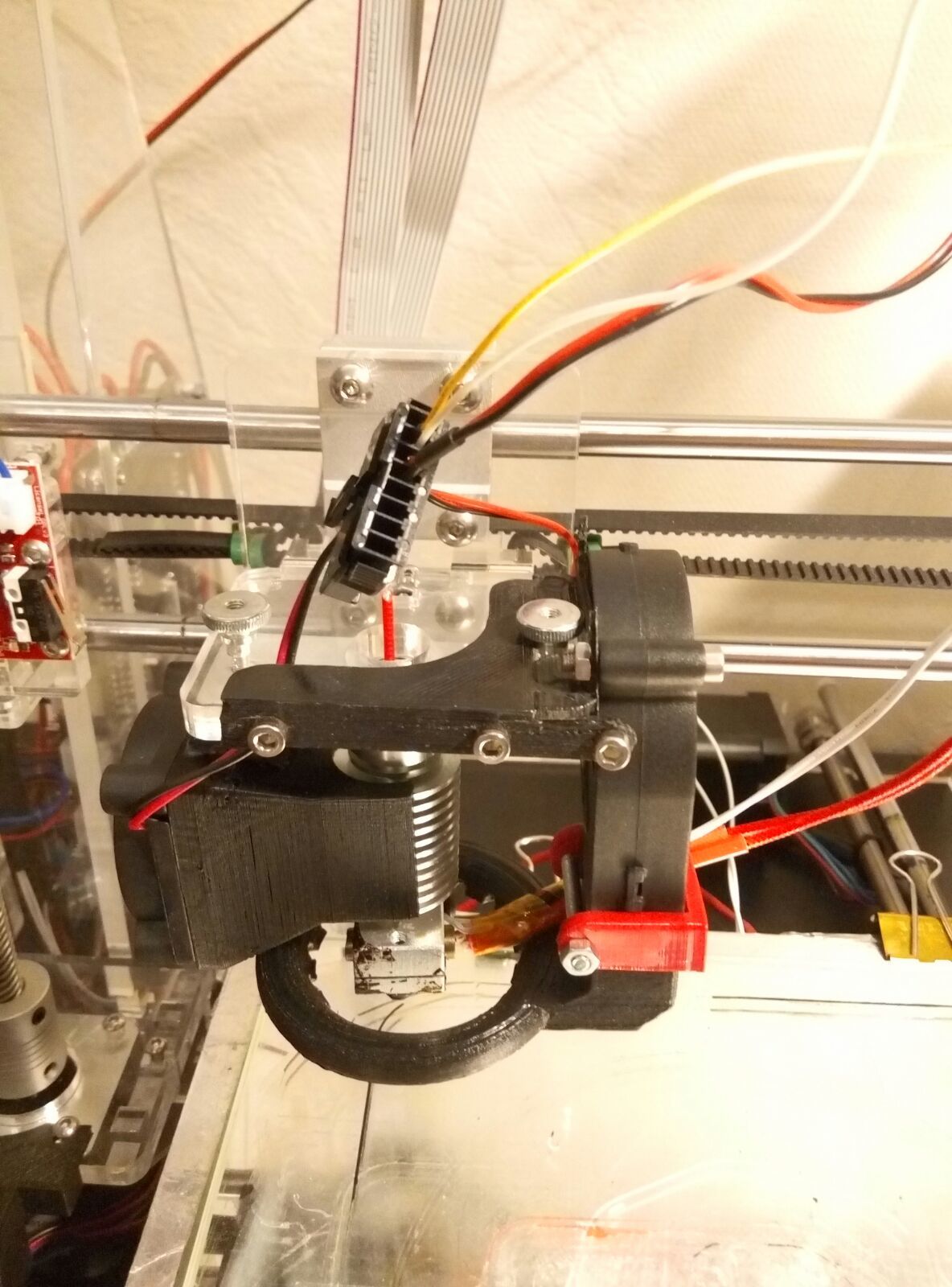
Just put it all on the sides so that you can see how the print is going.
It became quite good. Although I do not think that I have done something beyond the natural. Print quality has not changed since the beginning, but stability has improved.
Here is a photo showing how flat the layers are with good plastic.

This letter “A” is about 18x17x2.5 cm in size. It is printed with PLA plastic from REC. When I bought it and started typing, there was no limit to my joy, everything was so cool and smooth compared to Chinese.

So good material is a guarantee of quality printing, the rest can be corrected or customized.
What materials can still be printed?
Here, by the way, there is another positive argument in favor of this set. You can print with almost any material, and not only permitted by the manufacturer, as on expensive branded printers. A free program is used, in which you can set up any print parameters and not closed software, where there are 2 types of plastic and that's it.
The most interesting material available is nylon. I had a few samplers from E-SUN, Cosmovent and a regular trimmer line. Yes. ordinary trim line is also nylon. The main thing to find with pure nylon without fiberglass and not to take any triangular and star-shaped sections.

Kosmoventovsky sampler at a ridiculous price for a few rubles. Despite the vacuum packaging, the nylon unik pipets are raw. Nylon is even more hygroscopic than PLA. It would be good to dry it before printing. Without drying, it hisses and foams, and water forms in the nozzle. Why should they even print?

Well, this is great stuff. It is resistant to chemicals, durable and flexible. I printed them bearings for shafts 6mm from the old printer.

In addition, it does not dissolve in acetone and dichloromethane. To dissolve it will require formic acid, and then it will be a long process.

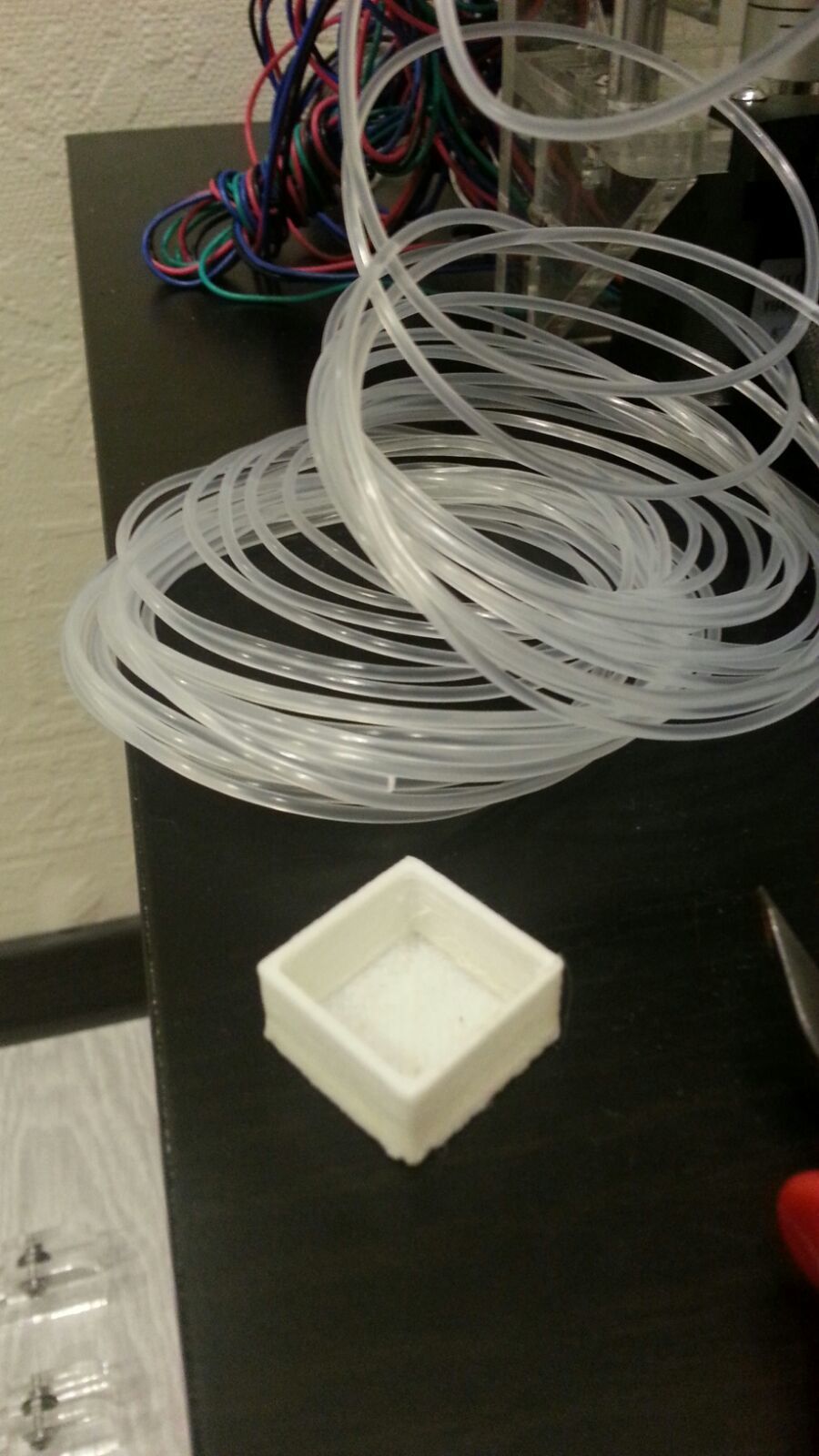


In general, in addition to the bearings, it turned out to print the grid in the DXM bath.


But something above 10 layers of this size is unrealistic to print. Nylon starts to fold. It twists, and it completely comes off. For perfect printing with nylon, you need to heat the table to 150 degrees. Will the wires withstand the table itself and the board? A separate question.

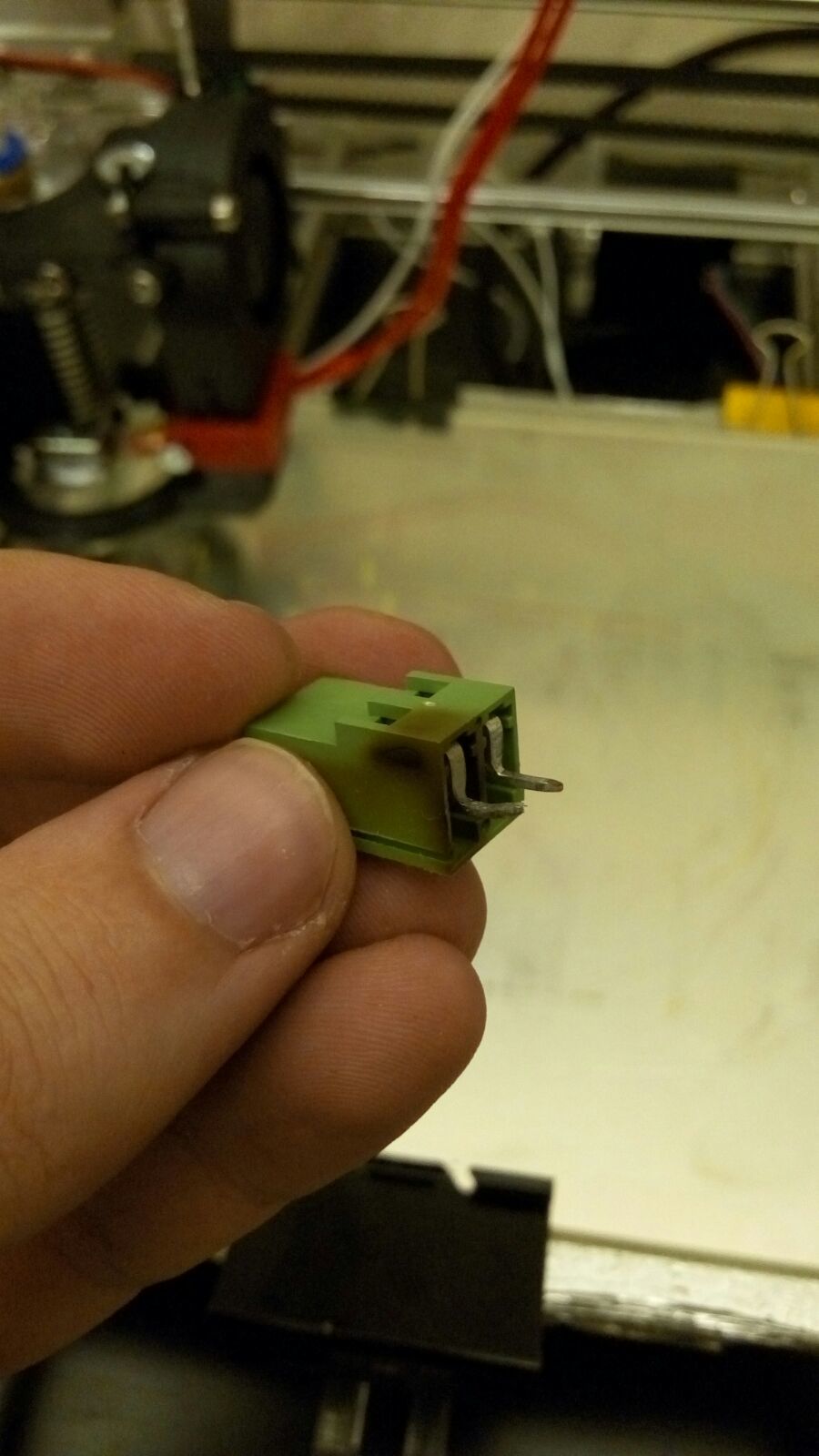
After half a year, such an unpleasant feature also emerged. I immediately changed the wires to the table for thicker ones. But the wires to the control board are not. In the end, they basked. Basked closer to the terminal. And in the end, the terminal is repaired. Maybe it wasn’t the wires though?
But it does not matter. I powered the table directly from the power supply via an SSR relay.

The heating rate did not increase, and I hoped so ... But the threshold of 110 degrees was easily passed. Previously, the table could not become richer above, although there were already no restrictions on the firmware.

Another trouble revealed with the carriage.

I found a crack. The fact is that I often push old plastic in the nozzle with a hexagon, sometimes for this you need to make an effort. Plus, the head often travels on uneven surfaces, and the entire load falls on the junction of two acrylic parts. Having examined the crack in more detail, I realized that this is a crack in the place where the nut rests, that is, it is not so critical, but just in case I prepared a replacement (it doesn’t hurt).
Well, since we are changing the carriage, we can immediately replace the head. I liked the Dondolo project. It is difficult, but worth it. This is a head under one motor, but two nozzles. Switching occurs with the help of a servo drive, you only need to make the appropriate changes to the firmware.

Printed parts are, we expect bearings, servu and motor.
By the way, the plastic from FDPlast, who have not heard about it, take it quickly - the quality is just great. The layers on ABS plastic are sintered already at 220-230 degrees and it turns out very even. With the lowest price on plastic among manufacturers, I think he has no competitors and this is not advertising.
Since we are talking about materials, let's still remember the “Cosmovent”. One gets the feeling that they did not produce anything good, but no. Their natural colors of ABS were highly praised, and it was unrealistic to buy it, since they were dismantled instantly. I did not try it, but I managed to sell the leftovers, and I have such materials as TPE and PND waiting for me in the wings.

And PND also with a peach smell.

A TPE is an analogue of rubber, but does not require vulcanization, printed, and can be used immediately.
So that cheap Chinese designers are quite suitable tools and can compete with expensive printers, and next time I will talk about plastic processing methods.
But first I would like to describe the process of the purchase itself. At that time, when I ordered a printer, the number of positive reviews in the store was about 250 pieces. By the time he arrived, they were already under 1000 and several negative ones appeared. At the moment there are already 1800 reviews. The set, due to good value for money, has become so popular that there was a time, I even found several fake accounts with him on Ali, who promised to deliver goods at half price for 3 days. So be careful. In principle, all cheap printer kits for Ali can be divided into 2 or 3 categories. Some people have direct extruders, a power supply unit with passive cooling and a lot of parts printed on the same printer; other parts have no printed parts. They also differ in control boards. The times of the Arduins and the Ramps have already passed,
I apologize in advance for the photos, they are all from the phone and were photographed more for our group chat on 3D printing (hello guys!) Than for the story.
In general, the seller at Sunhokey, sort of like a girl. At least the name of Eve and the manner of correspondence are exactly female. In principle, it answers promptly enough questions and tries in every way to support the buyer. I even ran into the positive side of Chinese support, when I wrote an article about the printer and laid it out on MySku, described the problems with heating the platform. Then I threw Eve a link to this review, and she had already read it, sent me the corrected firmware, it was a pleasant moment. I was also promised 4 plastic coils, like for work and even seemed to be sent, but I never received them. I do not know what the problem is, but it is not a pity, because the plastic was PLA, and as it turned out later, the Chinese PLA is very far from perfect.
This we found out with my friend in “misfortune” from Kazakhstan. He purchased the same set and several plastic colors from above. The plastic was PLA, and they didn’t print at all. It's all about the "walking" parameters of plastic. It seemed to be dampened from one side and the print parameters from this change right on the go. A few layers go all right, and then get stuck and do not go further. Empirically it turns out that you need to raise the temperature. The printing resumes, then it reaches another place and overheating is obtained - as a result, the stopper in the thermal barrier. In general, do not take Chinese PLA.
In general, a lot depends on the quality of the material. There used to be such a plastic manufacturer - “Cosmovent” with cheap offers. So their ABS also gave mediocre print results, well, the result was not floating, but was consistently "so-so." However, for things that do not require a good aesthetic appearance of this was enough. Poor quality manifested itself only in walking diameter, which resulted in a “waviness” of the surfaces and, well, the printing temperature was high, otherwise the layers could not melt normally and tried to crack under load. Printed on the verge - 250-255 degrees on the nozzle, a little higher and the plastic began to boil. Slightly lower, and objects cracked and exfoliated. Problems with the plastic of this manufacturer were also confirmed by my friends who ordered it from Omsk.
But it was all later. The first seal I had was a Chinese ABS. Wow and he stinky. I took 2 colors along with the printer - black and white. The plastic is of average quality, it is not as unstable as Omsk, but on the whole is normal. The advantage of Chinese ABS is that it is very fluid and even with a nozzle propped on the table is perfectly squeezed out on the first layer. Also, a white PLA from FL-33 was locally acquired, it is a manufacturer that makes plastics for prof. equipment. Here with this PLA I did not work out. The seal was very fig, squeezed as if an insufficient amount of plastic, increasing the flow, he began to get stuck. In the end, I postponed it until better times and stopped at ABS.
Now tell me, what is the very first problem for beginner printers? Right. Sticking to the table. The table at Sunhokey is aluminum, masking tape is included in the kit, offering to print on it. The first printing experiments I did, printed on scotch. True while the printer was driving to me, I very diligently studied all the materials on the network on popular resources and already knew in theory what was happening. In general, ABS is simply not sticky on the tape. PLA linden, but I had problems with him. Yes, and it turned out that the firmware for some reason limited the maximum heating of the table to 90 degrees. And for printing ABS you need above 100.
The issue of heating was solved by flashing (here is the necessary firmware, if anyone needs it). But sticking plastic to the table, I decided in different ways. The easiest way is sugar syrup. Dissolve sugar in water thicker and smear the table so that it is sticky. I tried the same glue stick. It depends on the composition of the pencil itself, the glue on the basis of the solvent does not fit, it begins to peel off. There are more tips to use the 3M blue masking tape, but it's not cheap. In specialized print shops it is sold for very expensive, you can find cheaper online, but I did not want to bother with it. There is another option with a transparent film Lomond, there is some special series with an adhesive layer. The cost of a pack 450r, in a pack like 25 sheets. They sell in Lomond brand stores and several more places - also hemorrhagic. Instead of sugar syrup, you can use dark beer Goat or Spanish lacquer Nelly. It was Nellie who did not make 3 weather taft. Nelly sells special varnishes for printers, but they also have hairspray with the same composition. Spray white with blue inscriptions, if anyone wants to try. But for most methods, it is recommended to use glass or a mirror over the heating table. I found the finished version - mirror tile 20x20cm in OBI. There it costs 280 rubles for 4 pieces, and the tile itself is not fatal, albeit with treated edges. But for most methods, it is recommended to use glass or a mirror over the heating table. I found the finished version - mirror tile 20x20cm in OBI. There it costs 280 rubles for 4 pieces, and the tile itself is not fatal, albeit with treated edges. But for most methods, it is recommended to use glass or a mirror over the heating table. I found the finished version - mirror tile 20x20cm in OBI. There it costs 280 rubles for 4 pieces, and the tile itself is not fatal, albeit with treated edges.
In general, my recipe is a mirror tile on the table and applied PVA glue on it. Cheap and angry. The PVA glue sticks the printed parts almost tightly, the issue of sticking goes into the background. The question arises with the removal of models from the table.
The best option for removal is cooling. Wait until the mirror cools down to 30 degrees, and safely put it with the model in the freezer for 15 minutes. The plastic is cooling down, shrinks, the glass is not, as a result, the model is removed easily. Although you can just hook up with a sharp knife, just be careful.
So, I recommend PVA. Apply it on the mirror, smear it with a thin layer.
Wait for the surface to become transparent.
And then when completely dry, again slightly whitish. And that's all. Can print. If the top layer of glue is damaged, it is not necessary to rinse and reapply everything, it is enough just to drop a little glue into this place and let it freeze.
Washed off, by the way, with water. Even better - isopropyl alcohol.
I wrote above about the firmware, let's go back to this issue. In fact, the control board is here, it's a simple arduin of mega and ramps with additional buns. She just divorced well. For flashing it is enough to open the source on the computer in the Arduino IDE and connect the printer via USB. Then click on the fill of the sketch and wait. After rebooting the printer, it will be a new firmware, everything.
And here's another. Usb There was such a case. When I first turned on the printer for my friend, the USB port on the laptop was burned out. It turned out that the matter is in the power supply of the printer. Where the unit is screwed to the acrylic, in the area of its mountings, inside. There is no insulation on the board and with a strong twisting the bolt screwed into the case is connected to the power track. This happens with a strong tightening or with long bolts. I, thank God, this was not observed.
I already wrote that HotEnd is used here - an analogue of E3D v5. I almost immediately replaced it with the same analog, but v6. This version is more compact in height, and in general it seemed somehow more stable in print.
I have all-metal thermal barrier. This seems to have the potential to give problems when printing with PLA plastics (With FL-33, the problem was different, more on that later). The fact is that plastic sticks more easily to heated metal, especially PLA, it is generally sticky when liquid, and can generally form a cork, tightly clogging the nozzle from the inside.
This is easily solved with oil. What? oil and plastic? Layers will not stick together! But no. There are no problems with sticking. Oil should be dripped into the filter. If you have not done it yet, be sure to print it yourself.
The filter is placed 2 pieces of kitchen sponge, and it is clamped on the rod. In general, the filter collects fucking how much dirt, if not, all this stuff goes into the nozzle and burns there. This does not bode well.
I use the oil that I took for RC machine bearings. I have enough of it left, and it is spent very economically here. Enough a couple drops.
And now to the question of why the FL-33 PLA seal did not go right away. Everything turned out to be simple. It was in the feed gear.
The gear wheel here costs brass with big teeth. A bar from FL-33 was very tough and smooth. Because of what she simply could not push it and he slipped back bouncing. The solution was to replace the steel hardened with fine teeth.
Replacing it, it went more vigorously. This gear, plus oil. Printing is just great.
Another important point - blowing head radiator. Here from the factory, the decision is so-so. Some two figuli hold a fan that blows everything at once. And the table and head ... In general, for ABS it is very bad when the parts are large. The solution is to print a normal casing for a 40mm fan.
At first I had this one. Just under one fan. And for good PLA printing, you also need to blow the model. Yes, and a horizontally located fan still gives air turbulence to the print area because of which the parts on the left side stick out more, even in spite of PVA.
I decided to simulate my airflow under two fans at once, and even with their inclination, so that no parasitic winds.
The first model was not very. Air ducts follow their own rules and cannot be made at right angles and small diameters just like that. In general, the blower model did not work for me, although I managed to realize a beautiful solution with interchangeable nozzles. The plug was in the middle.
After a bit of torment, I went back to the first decision and added a ready-made circular blowing model.
Just put it all on the sides so that you can see how the print is going.
It became quite good. Although I do not think that I have done something beyond the natural. Print quality has not changed since the beginning, but stability has improved.
Here is a photo showing how flat the layers are with good plastic.
This letter “A” is about 18x17x2.5 cm in size. It is printed with PLA plastic from REC. When I bought it and started typing, there was no limit to my joy, everything was so cool and smooth compared to Chinese.
So good material is a guarantee of quality printing, the rest can be corrected or customized.
What materials can still be printed?
Here, by the way, there is another positive argument in favor of this set. You can print with almost any material, and not only permitted by the manufacturer, as on expensive branded printers. A free program is used, in which you can set up any print parameters and not closed software, where there are 2 types of plastic and that's it.
The most interesting material available is nylon. I had a few samplers from E-SUN, Cosmovent and a regular trimmer line. Yes. ordinary trim line is also nylon. The main thing to find with pure nylon without fiberglass and not to take any triangular and star-shaped sections.
Kosmoventovsky sampler at a ridiculous price for a few rubles. Despite the vacuum packaging, the nylon unik pipets are raw. Nylon is even more hygroscopic than PLA. It would be good to dry it before printing. Without drying, it hisses and foams, and water forms in the nozzle. Why should they even print?
Well, this is great stuff. It is resistant to chemicals, durable and flexible. I printed them bearings for shafts 6mm from the old printer.
In addition, it does not dissolve in acetone and dichloromethane. To dissolve it will require formic acid, and then it will be a long process.
In general, in addition to the bearings, it turned out to print the grid in the DXM bath.
But something above 10 layers of this size is unrealistic to print. Nylon starts to fold. It twists, and it completely comes off. For perfect printing with nylon, you need to heat the table to 150 degrees. Will the wires withstand the table itself and the board? A separate question.
After half a year, such an unpleasant feature also emerged. I immediately changed the wires to the table for thicker ones. But the wires to the control board are not. In the end, they basked. Basked closer to the terminal. And in the end, the terminal is repaired. Maybe it wasn’t the wires though?
But it does not matter. I powered the table directly from the power supply via an SSR relay.
The heating rate did not increase, and I hoped so ... But the threshold of 110 degrees was easily passed. Previously, the table could not become richer above, although there were already no restrictions on the firmware.
Another trouble revealed with the carriage.
I found a crack. The fact is that I often push old plastic in the nozzle with a hexagon, sometimes for this you need to make an effort. Plus, the head often travels on uneven surfaces, and the entire load falls on the junction of two acrylic parts. Having examined the crack in more detail, I realized that this is a crack in the place where the nut rests, that is, it is not so critical, but just in case I prepared a replacement (it doesn’t hurt).
Well, since we are changing the carriage, we can immediately replace the head. I liked the Dondolo project. It is difficult, but worth it. This is a head under one motor, but two nozzles. Switching occurs with the help of a servo drive, you only need to make the appropriate changes to the firmware.
Printed parts are, we expect bearings, servu and motor.
By the way, the plastic from FDPlast, who have not heard about it, take it quickly - the quality is just great. The layers on ABS plastic are sintered already at 220-230 degrees and it turns out very even. With the lowest price on plastic among manufacturers, I think he has no competitors and this is not advertising.
Since we are talking about materials, let's still remember the “Cosmovent”. One gets the feeling that they did not produce anything good, but no. Their natural colors of ABS were highly praised, and it was unrealistic to buy it, since they were dismantled instantly. I did not try it, but I managed to sell the leftovers, and I have such materials as TPE and PND waiting for me in the wings.
And PND also with a peach smell.
A TPE is an analogue of rubber, but does not require vulcanization, printed, and can be used immediately.
So that cheap Chinese designers are quite suitable tools and can compete with expensive printers, and next time I will talk about plastic processing methods.