Optical fiber welding. Part 2: welding machines and shears, mechanical and welded splicing, measuring and laying of fibers
- Tutorial
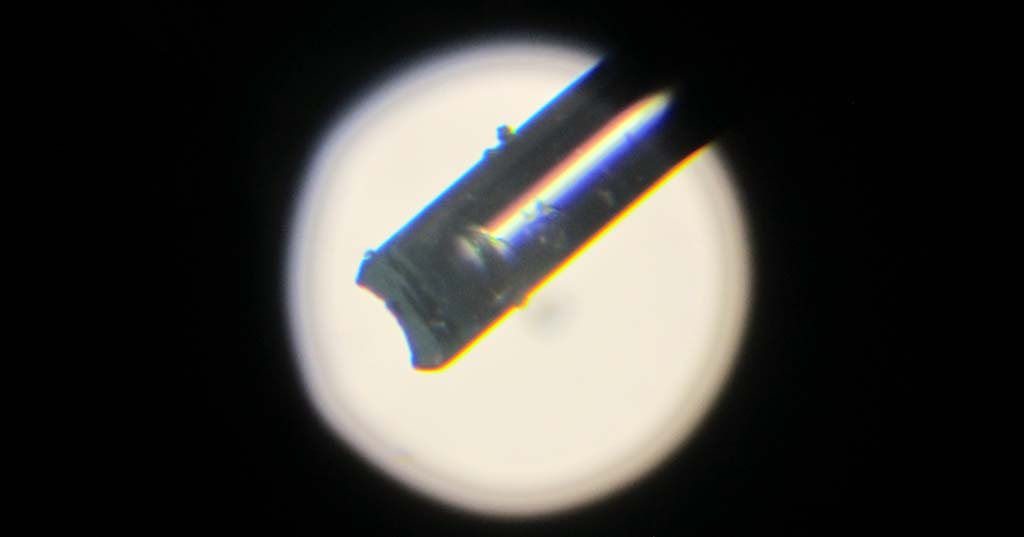
The broken-off optical fiber under a microscope
Hello, readers of Habr!
In this second part of my story, I continue to describe the wisdom of working with fiber. To the best of my experience and knowledge, I will acquaint you with welding machines for optics, tell about cleavers, and touch on the mechanical method of fiber splicing. And finally, there will be a description of the process of welding with video, the process of laying fibers and an overview of the results. In the end - a small bonus: the animations I made from a series of photographs of fibers under a microscope.
In the first part, I talked about cables and their cutting, optical instruments, couplings and cross-sections, connectors and adapters.
Part 1 here
Part 3 here
Caution: a lot of text and traffic!
Welders

The latest Fujukura FSM-80S with an open lid and embedded fibers. Fibertool
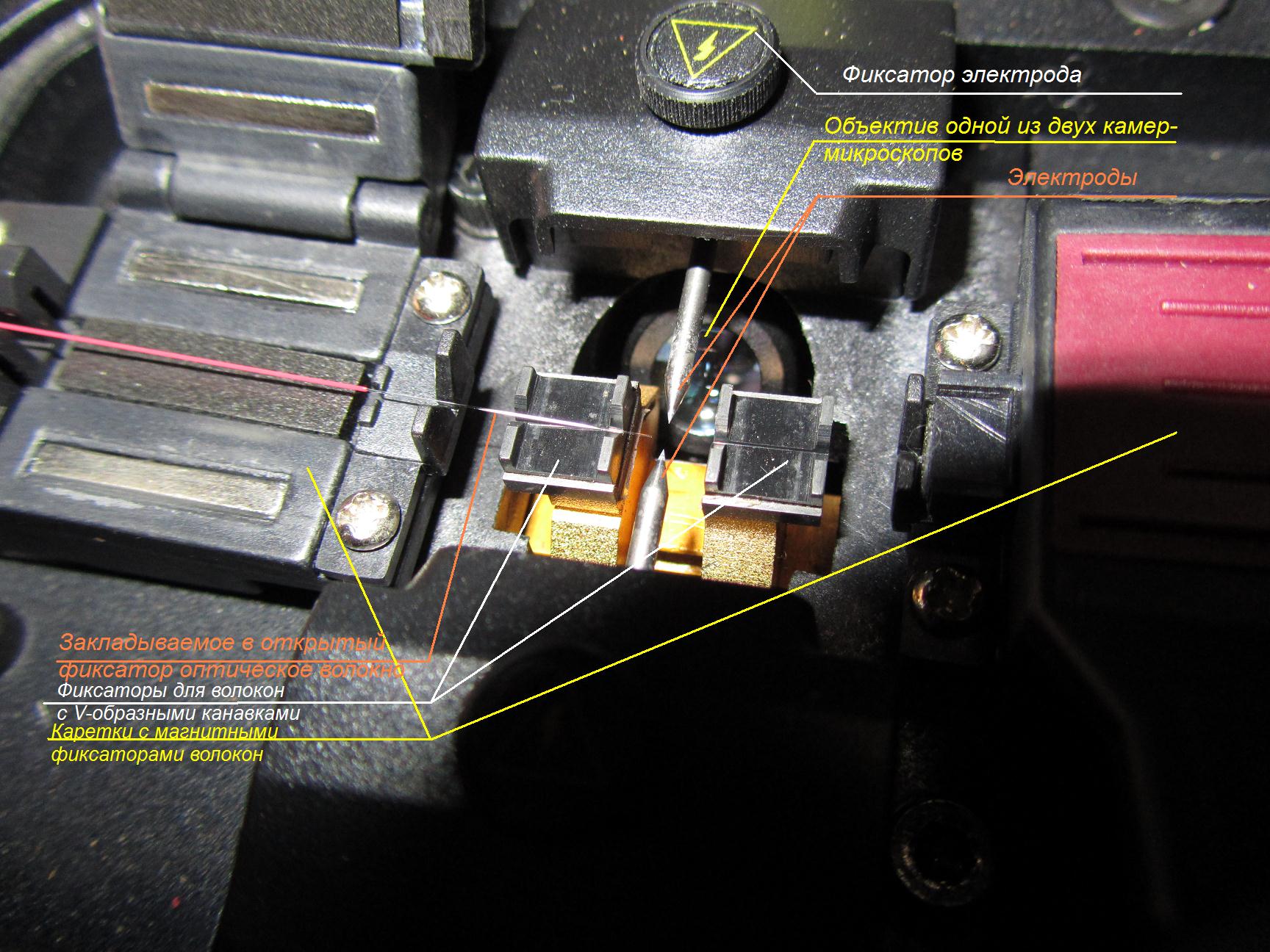
What welding machine under the cover
welding machine for optical fibers (arc fusion splicer) - one of the most expensive and complex (along with reflectometer) tool fitter. This is a smart device that takes care of the entire process of mixing (adjusting) and welding the fibers, the splicer only needs to prepare them and put them in the device, and then remove, push the shrink sleeve KDZS and put it in the oven. Briefly, the principle of operation of any modern welding machine is as follows:
1) The cleaned, chipped fibers with the KDZS protective sleeve put on in advance are laid with a splicer in the device, fixed with clamps.
2) The device itself (or at the touch of a button) begins to bring them together until it sees an optical system consisting of microscope cameras and mirrors on the inner surface of the lid.
3) When both fibers are in the field of view of the cameras, the apparatus gives a short, weak arc, “blowing” micro-dust from the fibers, which usually remain despite any wiping. It is believed that this short arc also slightly “melts” the fibers, preparing them for welding. If there was fireproof and non-blown dirt on the fibers (for example, hydrophobic or grease from fingers), then this arc will only “bake” this dirt, so that no wiping will help, just redo the chip.
4) If the fibers are clean and good chips, he begins to reduce them with precision motors in three coordinates - first roughly, then exactly. If there is a mess with the fibers, it tells us about it (it writes on the screen and gives a squeak) and refuses to continue cooking.
5) When the fibers are brought together and pulled almost close to each other, somewhere for a second or two the main powerful arc is turned on, in which the fibers are heated, and when heated, they are brought a little further together to be soldered. After turning off the arc, the weld site cools for a split second.
6) The device evaluates from the picture whether there is a jamb (good welding is almost not visible), and also tries to approximately determine the attenuation of the resulting welding by the clearance. Welding information (date, time, attenuation) is stored in memory, a non-resettable welding counter is increased by one.
7) The unit with a dosed effort tries to dissolve the welded fibers back, if at the same time the welding did not break, the strength test is passed. Many people turn it off as unnecessary, there are even rumors that it can spoil the welding that has not yet cooled down.
8) The soldered fiber carefully takes out the splicer, pushes the KDZS sleeve and puts it in the oven, where the KDZS is seated, protecting the place of welding from impacts.
9) When the timer of the stove has exited, the fiber with hot KDZS is taken out and KDZS is put on a special shelf for cooling. If you put it on the table, the hot plastic will stick. In hot form, it is impossible to cram into the cradle on the cassette - it is easy to break the fiber under still soft plastic.
Unfortunately, I can’t tell anything about the internal device, hardware and software: I never had to disassemble the welder or connect it to a computer. I can only bow to electronic engineers, mechanics and opticians who created such a complex and precise device, and programmers who wrote algorithms for working with fiber images.
The situation on the market today is this: the best welding machines are made by the Japanese (Fujikura, Sumitomo), the Chinese (Jilong and others) are stepping on their heels. It so happened that in Russia, Fujikura is more common Sumitom and Fitelov (my subjective opinion).
The price of a modern welding machine, which can be used to solder important trunk lines, is rather high: it starts from 120-130 thousand rubles per Chinese (for a kit - kit), and a good Japanese one costs about 300-350 thousand rubles per set. The “kit” kit usually includes the welding machine itself, a case, a power supply unit, a cleaver, a fiber stripper, sometimes an additional battery, a shelf for folding and cooling seated fibers, tweezers / brushes / wire for cleaning, a carrying strap for the case, cables for connecting to a computer, a software disc and more. Of papers, there is usually an instruction, results of exit tests and a declaration of conformity.
Welders can be roughly classified by purpose. I do not pretend to a reliable and comprehensive classification, but still try.
1) For high-quality welding of single fibers.Such devices make alignment (mutual alignment) of the fibers to the lumen and along the shell and core, being guided by the picture from two cameras with microscopes standing at an angle of 90 degrees (Profile Alignment System PAS method). This method is preferable to the obsolete alignment method over the sheath alone - after all, the fiber can be eccentric, slightly oval, or with some axial displacement of the central 9-micrometer core. Servomotors in such devices can usually move the fibers “towards each other - from each other”, “down-up”, “forward-backward”, in addition, the microscopes on the cameras can change focus for accurate focusing. Modern welders are not able to rotate the fiber along the longitudinal axis or tilt to some angle to compensate for the deviation of the cleavage angle from the norm.
These are expensive, but high-quality and probably the most common devices, due to their versatility and quality. They are able to make an approximate estimate of the attenuation value in welding, calculating it according to a cunning algorithm from the image of welding on the screen. Many models are able to weld fibers specifically with an offset, so that the weld is obtained with a given attenuation when you need to get an attenuator. Examples are the entire range of Japanese Fujikura devices from FSM-30S to FSM-80S, Sumitomo Type-39 (and others), Furukawa Fitel S178A, with some stretch - the Chinese Jilong KL-260C, KL-280, KL-300 / 300T and some other chinese.

Fujikura FSM-60S

Sumitomo Type-39 Masteram

Jilong KL-300T

Furukawa-Fitel-S178A
2) A cheaper option for welding less demanding lineswhere the weld attenuation is not so pursued. Such a welder brings fibers not at the core, looking at the image from the cameras, but simply shifting along two particularly smooth V-shaped grooves, that is, many servomotors are not there. Camera and screen only for operator control and an approximate estimate of losses. It is understood that the user will often solder multimode. It is clear that the accuracy of mixing and the quality of welding will be statistically worse, since the smallest speck of dust, imperfection and non-alignment of the optical fibers themselves or a micro-scratch on the groove sharply worsens the alignment of the cores in the fibers and, accordingly, the quality of welding. The price is lower than the “professional” Japanese, but higher or comparable to the “professional” Chinese. Therefore, I personally see no reason to take such an apparatus. An example is Fujikura FSM-18S, Fujikura FSM-17S, possibly Sumitomo Type-46.

Fujikura FSM-18S. Looks like a sixties. Fibertool
3) Welding machines for group welding of ribbon fibers. In Russia, there are almost none, just as there are no corresponding cables and other equipment (corresponding cleavers, thermal strippers). A cable of this standard is rectangular in cross section, and it contains tapes made up of several (usually up to 12) fibers.
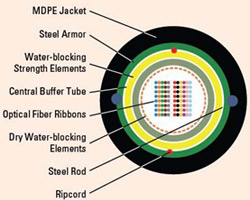
Cable with ribbon fibers
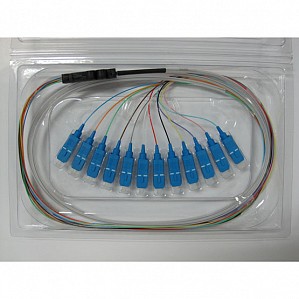
Ready set of pigtails for cross-country, combined into a tape. One welding - and a cross on 12 ports is welded. Great, right?
Such a welding machine cooks the entire tape at once, greatly saving time. For a long time, Fujikura in Russia pretended that these devices did not exist at all. I have never seen such welding machines live, I don’t know exactly the principles of stripping, mixing and welding and I can’t say anything about them. I can also not say for sure whether they can cook single fibers as simple welding machines. I do not see any reason to buy in Russia.

Fujikura FSM-60R

Sumitomo Type-66 Ribbon
4) Other second-tier devices for welding FTTx networkse.g. Sumitomo TYPE-25 and TYPE-25e. Border with group number 2 is difficult to draw. The design is less advanced and the welding quality is not as high as that of the “trunk” devices, the battery is weaker, but the dimensions and price are lower. Here, for not very high quality, you can include cheap Chinese devices, such as DVP-730, Jilong KL-260C and others.

Fujukura FSM-12S

DVP-730 with a cleaver and stripper

Sumitomo Type-25e
5) Special and laboratory welding machines for welding special fibers, for example, fibers with preservation of polarization (Fujikura FSM-100M, FSM-100P, FSM-45F). Such devices are very expensive, have a bunch of flexible settings, require special cleavers. How do you, for example, the ability to make chips at an angle of 45 degrees and so cook?

Fujikura FSM-100P

Fujikura FSM-45F
6) Old Soviet devices. They had some significance in the 90s, when mass optics was just beginning and they could somehow weld the multimode “just to work”. Now they’re irrelevant, since they cook with a high attenuation by modern standards (better than 0.2 dB welding on a single mode and 0.1 on a multimode is hardly possible), welding is very difficult and inconvenient (mixing under an optical microscope manually, the arc burns while holding the button, the “fine-tuning” of the fibers for their soldering at the moment of arc burning needs to be done manually with more than jewelry accuracy, etc.), the probability that the next welding will be successful, small, have a large weight and dimensions, no spare parts and service, native cleaver - not a cleaver, but just a set CT of a blade and an elastic band in the form of a parallelepiped, they are not designed for modern fibers, etc. Examples - KSS-111, Owl. KSS is a complete hardcore, all by hand and by eye. In the Owl, it was already possible to adjust the fibers according to the signal level: before and after the docking point, the fibers in the clamps were bent and, according to the principle of lateral entry, a lamp shone in one of the clamps, a photodiode stood in the other clamp near the bend. When the current from the photodiode is maximum - therefore, the fiber cores are the best match and can be cooked. True, I myself did not work on such devices, maybe the one who worked will refute me in some way.
Here are some photos of the broken-down KSS-111, which is in my university.





Personally, I worked on all Fujikura from FSM-30S to FSM-60S, welded several fibers on training on the “stripped-down” FSM-18S (which is reduced by V-groove), several on some Sumitomo (probably Type-39 - I don’t remember). And in recent years, I have been working on a Chinese Jilong KL-280 welding machine. That's about these devices, I basically will talk.
Each device has its own characteristics, its own strengths. This can be guaranteed high quality, or high welding speed, or shrinkage speed of KDZS, or the presence of two stoves for KDZS, or the presence of additional convenient features, or a touch screen, or duplicated control buttons for convenient work together, or a super-increase in the place of welding, or supercompactness, or protection from shock, drizzle and wind, or just a bargain price. For example, Fujikura FSM-60S is a recognized leader who has set a new standard for quality, convenience and speed, it is not afraid of moisture, dust and moderate shock, it is relatively compact, you can fine-tune its behavior as needed, but the price bites, expensive parts and maintenance . (Recently, a new Fujikura - FSM-80S, probably it is more perfect than the "sixties", but I didn’t see her live and there’s nothing to say about her). Chinese DVP-730, for example, is slower, less reliable, according to rumors, cameras can unbalance from shaking in the trunk, but the price is three times (!) Lower than Fujikur. But Jilong KL-300T is, according to many, the best option: in fact, the redesigned clone Fujikura FSM-50S is much cheaper than Fujikur and Sumit, has good reliability, cooks almost as high quality as the Fujikur flagships. And if someone needs compactness? Then his choice is Furukawa Fitel, or more simply Fujikura FSM-12S. In a word, for each task there is the most suitable option. in fact, the redesigned clone of Fujikura FSM-50S, is much cheaper than Fujikur and Sumit, has good reliability, cooks almost as high quality as the Fujikur flagships. And if someone needs compactness? Then his choice is Furukawa Fitel, or more simply Fujikura FSM-12S. In a word, for each task there is the most suitable option. in fact, the redesigned clone of Fujikura FSM-50S, is much cheaper than Fujikur and Sumit, has good reliability, cooks almost as high quality as the Fujikur flagships. And if someone needs compactness? Then his choice is Furukawa Fitel, or more simply Fujikura FSM-12S. In a word, for each task there is the most suitable option.
Why, with such diversity, do many strive, despite the price, to buy an expensive welding machine, preferably the Japanese flagship, which is designed for welding mains?
I believe that the matter is versatility (who knows what tomorrow will have to cook - trunk, FTTx, PON?), And also that it is possible to meet some misunderstandings with the customer’s employees who are responsible for the acceptance of the constructed facility. From a technical point of view, it is clear that if for a network of type FTTB with its short distances or for short lines for tens of kilometers, attenuation at the welds is not particularly critical, then for highways under a hundred kilometers the loss of 0.15 dB in welding is already a crime. However, those who accept work, especially large customers, often do not want to hear anything and require that any line (not fiber, but the entire finished line from cross to cross) fit into the attenuation indicators not worse than 0.22 dB / km attenuation by the wavelength of 1550 nm and 0.36 dB / km at 1310 nm, and indulgence is not particularly given. On the one hand, they can be understood - after all, theoretically, through our short line, the responsible highway can one day also be switched off. But on the other hand, still sometimes the requirements are too stringent. It is clear that to bring the line to such indicators with a cheap welding machine is much more difficult than with a good and expensive one. With dear, you just properly welded all the couplings, perhaps, after analyzing the measurements, you went through the couplings and fixed a couple of jambs. And with a bad device, you can run to fix the attenuation for a very long time. then, after analyzing the measurements, I went through the couplings and fixed a couple of jambs. And with a bad device, you can run to fix the attenuation for a very long time. then, after analyzing the measurements, I went through the couplings and fixed a couple of jambs. And with a bad device, you can run to fix the attenuation for a very long time.
In general, in my personal opinion, now the coolest device is the Fujikura FSM-60S. If I chose for myself and was not short of money, I would choose it (though, probably, the latest FSM-80S is even better: for example, there is a feature with a lid that automatically closes after laying fibers, which saves time). If there wasn’t enough money, I would take either Jilong KL-280 (a personally proven, good apparatus, cooks well, cons - a bit more dimensional, slower and more uncomfortable fujikur, can not cook welding attenuators with a given attenuation, there are no specially tailored programs for welding of “bias” and new “ultra-flexible” fibers, and rumors reached me of its lack of reliability) or Jilong KL-300T (it is praised on the Internet for reliability, high quality of welding and for

Jilong KL-280
Alternatively, you can consider the used Fujikura 50S or 60S, but the used one is second-hand, you can run into the device with some hidden, difficult to reproduce defect, and there is no guarantee (as my dad says, what a fool will sell you a good one?), and buying such an expensive tool is still not buying a mobile phone from hand. I wouldn’t buy FSM-30S, FSM-40S and other old ones, even if I got a new copy lying around in a warehouse: the price for them will be almost the same as for modern Japanese flagships, they are too slow, old, with electrodes and spare parts there are problems, the batteries there are nickel-metal hydride (instead of lithium-polymer or lithium-ion on modern devices) and weak.

Fujikura FSM-20CS: the demon of the ancient world!

FSM-30S. Slow, old, it takes a lot of movement to weld, but it seems to be cooking well.
Of course, my picture is not the most complete; for the full picture, I would have to cook on Sumitomo (also excellent Japanese devices) and Furukawa Fitel, on INNO Instrument, as well as on other Chinese. A complete picture could be given either by a joiner from a large company with a large fleet of different devices, or by the one who sells them.
The welding machine must be protected . I think this is obvious, remembering how much it costs. If you buy a device, and others will work on it - you need to inspire it to future employees. It must be protected fanatically, like the apple of an eye!Ponder every step. Is it reliable? Is the work table reliable? Will something fall on him from above? Will a gust of wind throw this dust from the road to the workplace? Isn't a thunderstorm going? If it’s going, have I taken a tent? And what will happen if one of the passers-by pulls the weldable cable protruding from the working tent, does the welder fall from this? Won't those guys in shoes and tracksuits want to get to know more about fiber welding? Etc. I always try to sit down at the welding machine with the same feeling with which in the early 2000s, being a schoolboy without money, I picked up a mobile phone for the first time ... :) It is undesirable to store and carry the machine without a case: it is no coincidence that the case is finished with a thick layer inside polystyrene foam. Although the Japanese dropped on tests FSM-60Sher from a meter high and then she cooked, I do not advise checking.

Fujikura FSM-60S dust and water tests
The same applies to the cleaver: the cleaver base, like hard disk cases, is made of soft metal and coated with easily peeling paint or anodizing / burnishing, and this is no accident. It must not be beaten or dropped. There will be a dent and stripped paint - guarantees the end. You can’t also touch the circular knife with your fingers and other objects, the fibers must be laid very carefully, one movement with crooked hands can result in a cut of the finger and minus a resource of several thousand chips (if the knife is partially dull). This also needs to be carefully and fanatically monitored. It cannot be rusted in damp. Me and my partner can be proud: our cleaver for 3 years of extreme attic-basement conditions has never fallen.
The welding machine also periodically needs to do maintenance of a different "level": the minimum is to clean the electrodes with a powerful current, calibrate the position of the arc and calibrate the current strength in the arc. All this is done programmatically, through the menu, and everything is described in the instructions. This is the case with our current Jilong KL-280, the Japanese are a little different, there are separate self-test programs. It is advisable to run these tests every time before starting work, if after the previous calibration the temperature / humidity has changed (affects the arc) or a lot of welding has been done since the last calibration (the tips of the electrodes have worn out a bit).
Sometimes electrodes (after several thousand welds) and a battery require replacement. Sometimes dusting is required (by the way, blowing with a can of compressed air is forbidden - mechanics are too sensitive). Sometimes something breaks down, is unjustified, and a full repair is required in the service center. On some Chinese, after 9999 weldings (a very impressive volume), the device is blocked, requiring it to be taken to a service center for full service.
As for the electrodes, that is, of course, the welding volumes recommended by the manufacturer of the apparatus, after which it is better to change the electrodes. However, in fact, many welders are brewing all the way until they start poor welding and an unstable arc. There is a little secret with electrodes: you can extend their life by several hundred more welds. The fact is that electrode wear is a complex thing. In part, it consists in the fact that a layer of glass from the fibers being welded is gradually sprayed onto the electrodes. Partly - in the burnout of "funnels" at the tips of the electrodes, which leads to an unstable arc. So, the crumbs of the sprayed glass can be picked up with a razor, what remains is removed by cleaning with an eraser. Only the gum needs to be chosen "tender", without abrasive elements, otherwise the electrodes will have to be thrown away almost immediately.
After replacing the electrodes, it is imperative to run the appropriate calibration.

Electrodes for the welding machine
So we got acquainted with what a modern device for soldering optical fiber is, what these devices are. In more detail we will return to the description of his work, when we further weld, shrink and lay the fiber. And now we will get acquainted with optical fiber cleavers.
Scalpers
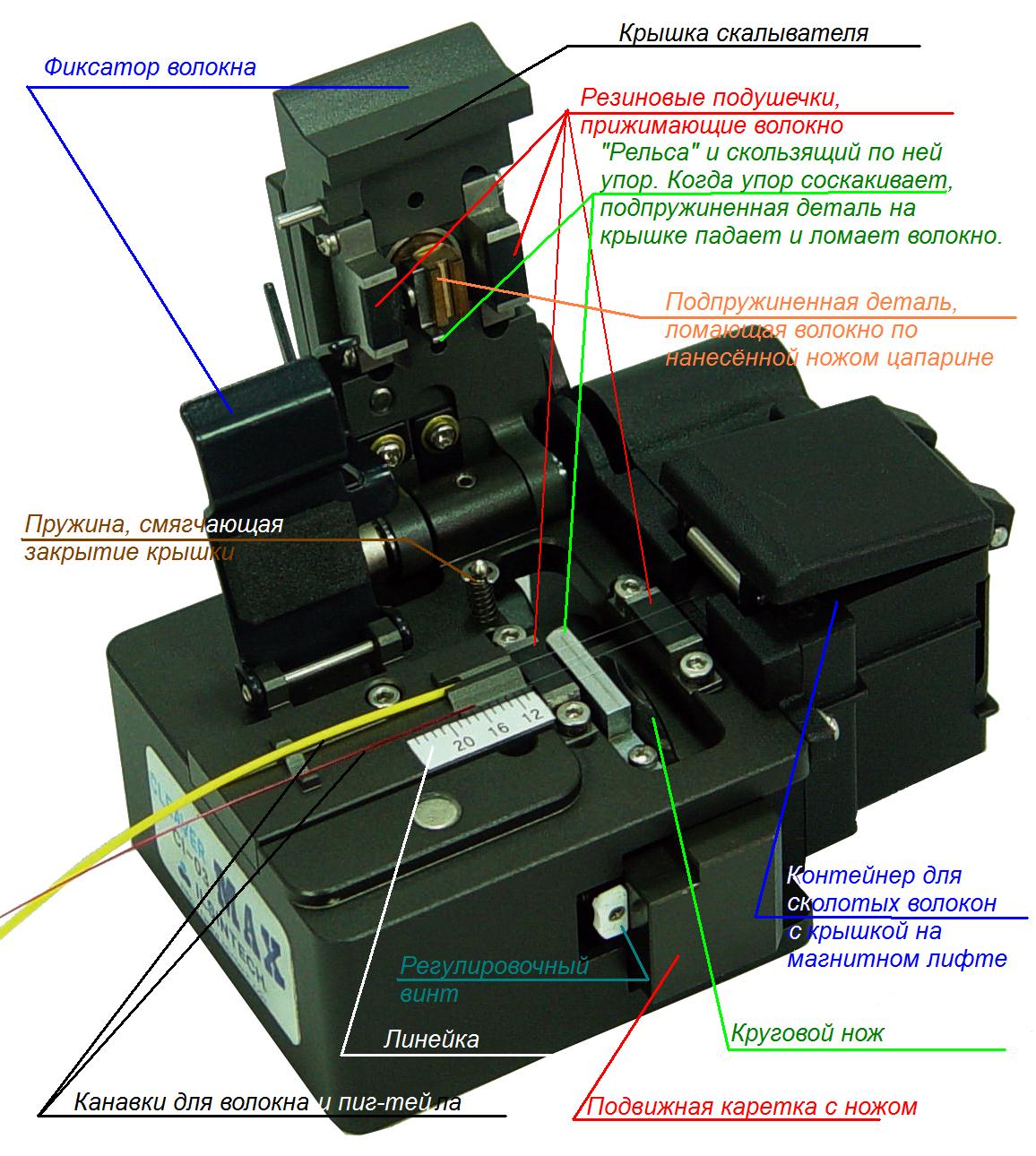
Optical
cleaver device A cleaver is a mechanical precision device whose task is to chop the end of an optical fiber so that the cleavage plane is as even and as perpendicular as possible to the fiber itself. Although there are specialized cleavers with electronics, and allowing you to make cleavage angles other than 90 degrees, I will not consider them here.
The quality of the cleaver is determined by such statistical parameters: how smooth the cleavage is, how much the angle of the cleavage plane differs from 90 degrees, how often the cleaver breaks the fibers, how convenient it is to work with it, and what is the resource.
Why is a cleaver needed? If we simply break off the tip of the fiber with tweezers, then the probability of a good chip will be extremely small, and welding will not work with guarantee. Here are a couple of examples of bad chips (as well as the picture in the heading of the article):
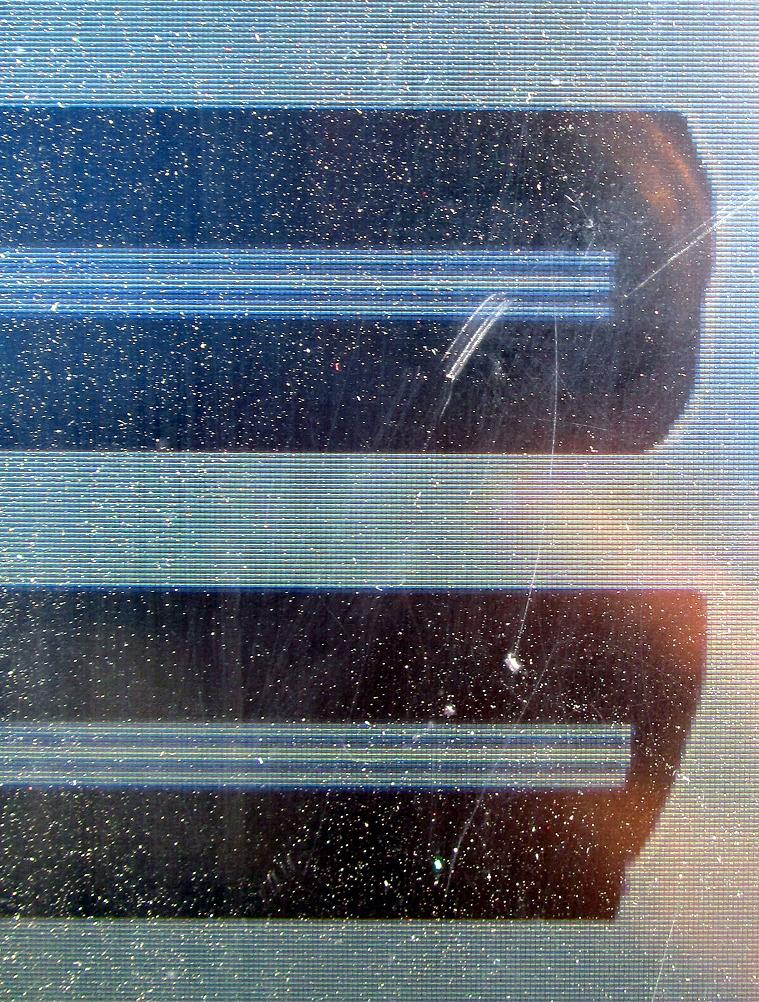
Bad chip on the screen of the welder (view of the same fiber from two cameras). On-screen dust and scratches. ;) Therefore, I do not peel off the protective film.
The left fiber with a bad chip, the right one is normal (a small black defect, which is on the right fiber is a frequent occurrence, it usually does not affect the welding, as it is located at the edge of the fiber).
And welding (if we nevertheless force a smart welder to forcefully weld despite protests) - it will look something like this:
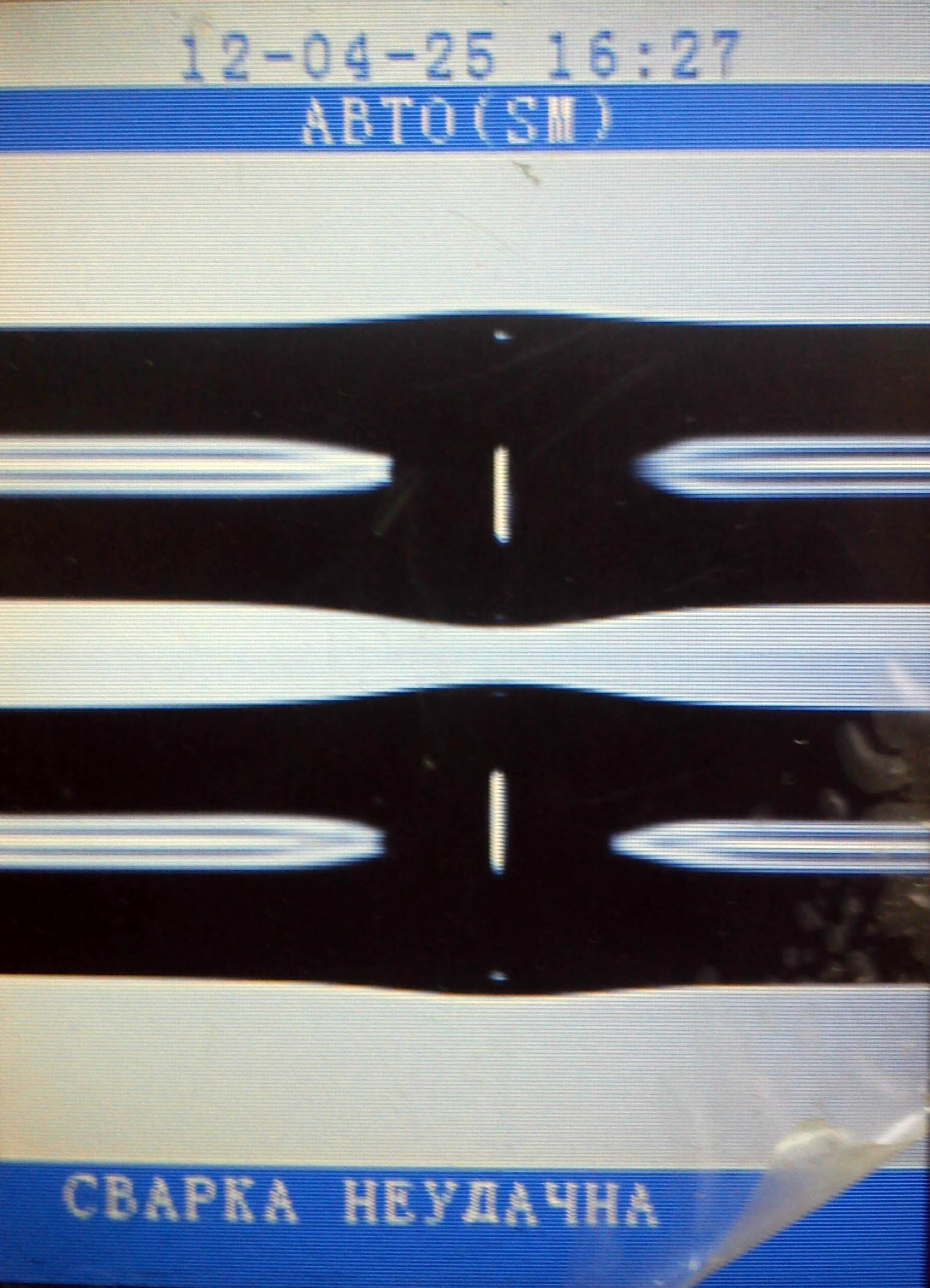
Typical bubble. Welding is subject to redoing. The line will not work with such welding. In the best case, if the line is short, it will rise with a bunch of packet losses, but the attenuation here will be a few decibels.
Therefore, we need a special tool to carefully prepare the fibers for welding.
Cutters, as well as welding machines, are different. More expensive, cheaper, much cheaper, highly specialized, historical. With and without a container for cleaved fibers. I won’t be able to give a full review of all existing cleaver, as I worked with only two models. So I will describe what I worked with. In short, my opinion is this: if you can compromise with the welder and save about a hundred thousand rubles by buying a good “Chinese” instead of the Japanese, then it is better not to do this with a cleaver. Yes, yes: having bought a Chinese “kit” with the attached Chinese cleaver, I advise you to buy an additional good Japanese cleaver, and use the “whale” cleaver as a backup (or as an additional one, to speed up the work). A good chip is already 50% of successful welding, and speed and ease of use are the key to that the welder will have time to cook more in a day. So by investing an extra 20-30 thousand, not very noticeable against the background of the cost of a welding machine, reflectometer, car and other equipment, we will increase the convenience, quality, and speed of the welder. Although, of course, if the goal is to form a mini-brigade to service the provider network with a minimum budget, where convenience, speed and quality are in the background, and it is not planned to build first-class highways, you can save money by using the stock whale cleaver.
Here are some examples in the pictures.
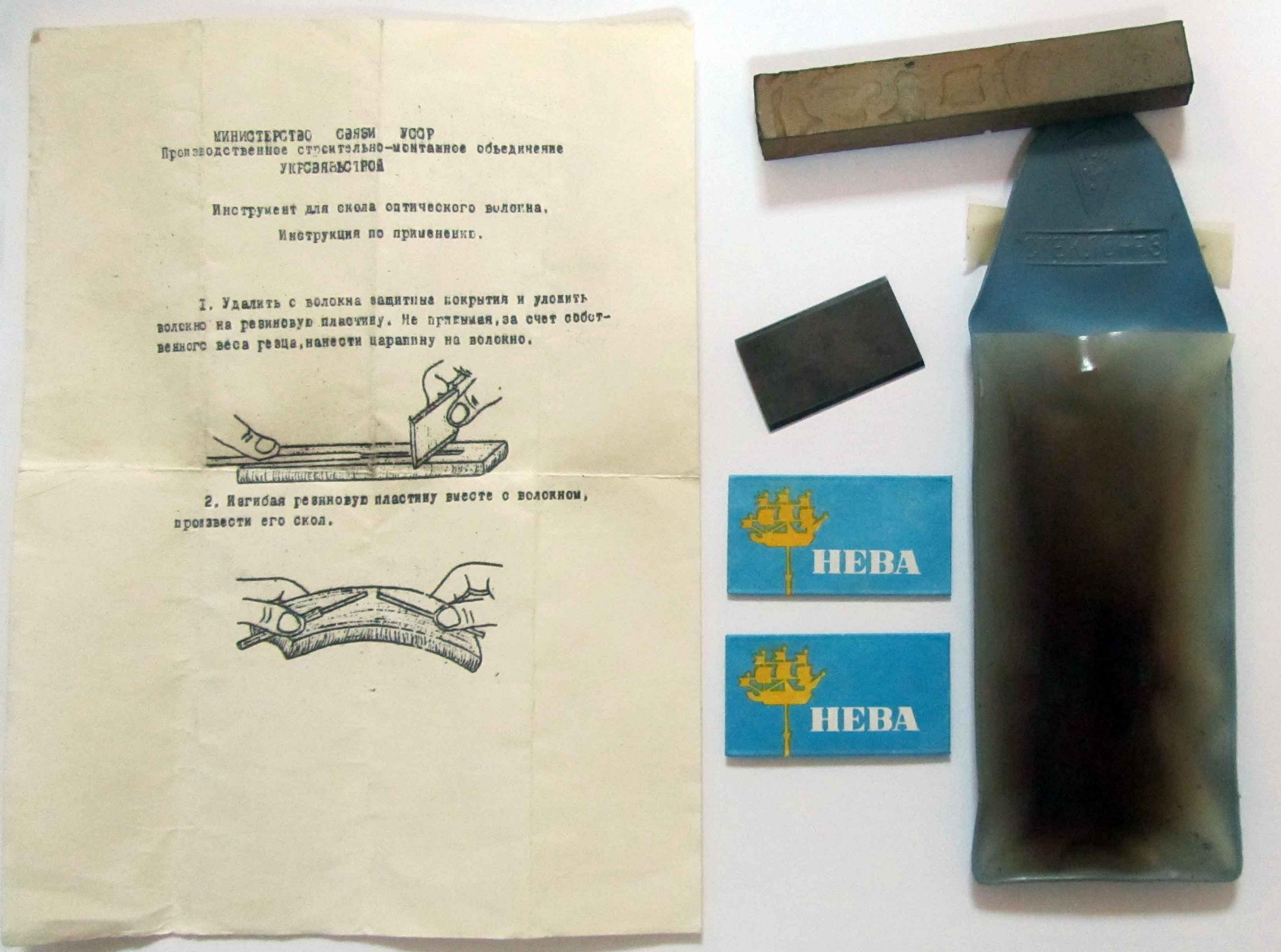
Soviet cleaver! Blade, elastic, cover and instructions. Razors are in addition. Thanks to the boss for saving such an artifact. Such thick fibers, by the way, could not be held in hands. He tried for the sake of experience in a similar way (a new blade and a soft eraser) to chop a modern fiber - the attempt failed.
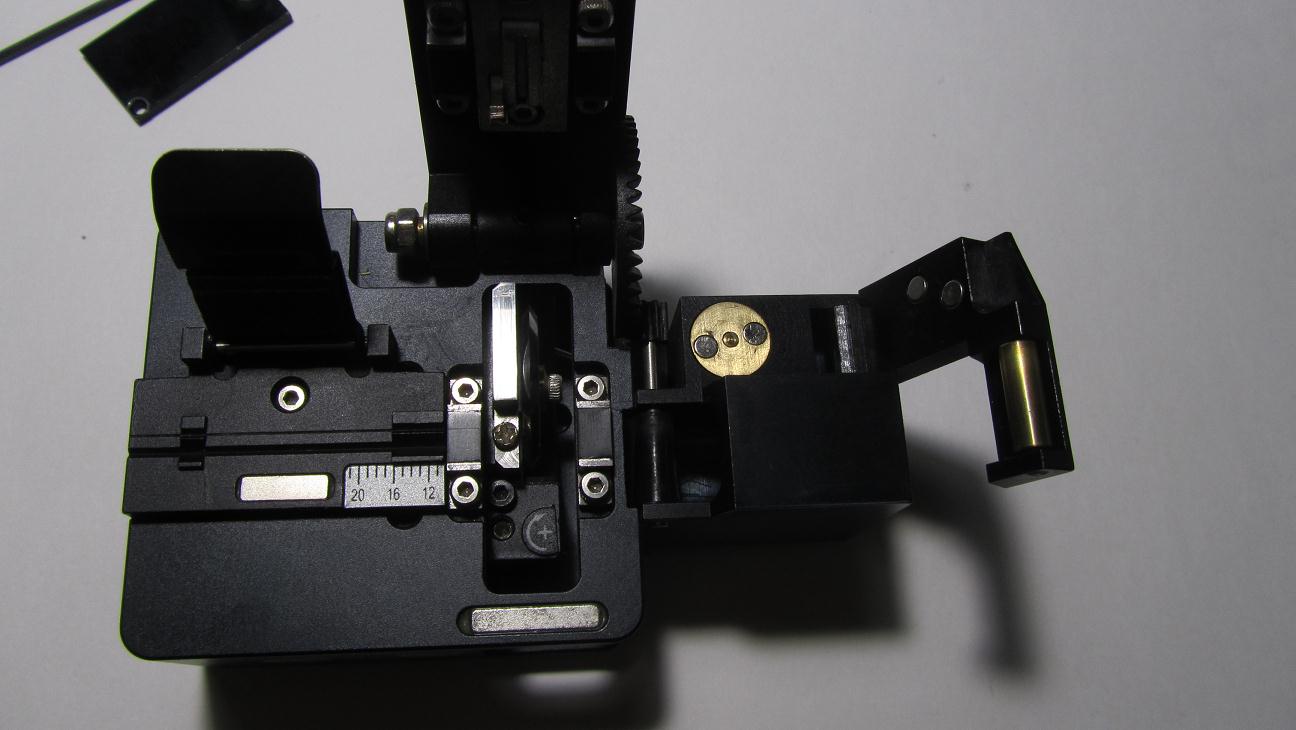
Jilong KL-21C while cleaning

Fujikura CT-30

INNO Dragon Scrapers. Printed!
I will describe the first cleaver that I worked with. This is an example of a good, time-tested cleaver. This is Fujikura CT-30 / CT-30A.
Very many joiners have this particular model. I worked with this and say that this is a really good, thoughtful and convenient device. It is compact, reliable, for a chip you need a minimum of movements, you do not have to expect surprises from it. Only it is necessary to take with a container for cleaved fibers. Unfortunately, my superiors do not buy it for me, I have to work in Chinese. There are other models of the Fujikurov cleaver, which are positioned as a more modern, compact and cheaper, but by no means less high-quality replacement CT-30A. But still, the CT-30A is a classic.
Another cleaver I worked for and which I have now is the Chinese Jilong KL-21C, which was bundled with the Jilong KL-280 welding machine. This cleaver performs its task, but I have a number of complaints against it. For example: the number of actions that need to be performed to chip. The Chinese have more than the Japanese. In the case of CT-30A, we need:
1. To cock the carriage with a knife.
2. Lay the fiber.
3. Close the fiber retainer.
4. Press the lid by cleaving.
5. Open the lock.
6. Get the chopped fiber.
In some cleavers, even less action is needed: you do not even need to cock the carriage, it cockes when the lid is opened and makes a working passage when it is closed.
In the case of KL-21 you need:
1. To cock the carriage with a knife.
2. Lay the fiber.
3. Close the fiber retainer.
4. Close the cover.
5. Manually push the carriage with a knife, making a chip.
6. Open the cover, overcoming the power of the magnets (one hand uncomfortable).
7. Open the lock.
8. Get the chipped fiber.
It would seem that only 2 extra actions. But this is ergonomics, this is time, this is the amount of work that can be more during a working day if all operations are done quickly.
Then, this cleaver sometimes breaks the fibers, and cleaning, purging does not help much. Twenty times it was chopped off normally, you got the fiber for the twenty-first — and it broke in one of several places that the cutter “loved” with the cleaver: before or after the rubber pad, or between the pad and the knife. It is necessary to clean and wipe with alcohol again. I fully admit that someone did not come across this, but fact is a fact.
In the cold and in the damp, for reasons not completely clear to me, it starts to prick worse and break fibers more often. It got to the point that you are standing at night on the side of the road in the mud under the snow with rain, all wet and angry, an almost welded coupling is laid out on the hood of the car, which must be completed, a no less shy comrade with one hand with a cardboard covers the welder from precipitation, with the other hand it shines with a flashlight, and then, as luck would have it, 2 of the 3 fibers break and you have to redo them with stiff fingers.
The resource of a circular 16-position knife in a Chinese cleaver is quite small: you often have to (in comparison with Fujikurovsky) turn to the next position, otherwise it starts to stab poorly. When the knife has gone through a full revolution, it is raised with an appropriate adjusting screw to some microns and it goes through the second revolution. After that - the second lift and the third revolution, then the replacement of the knife.
The full resource of a good Japanese cleaver is about 48,000 chips. This is what Japanese steel means! ;)

Circular knives for all kinds of cleaver. Mutual scale not respected.
There are other cleavers. For example, cheap pre-choppers in the form of clothespins that do not provide accurate perpendicularity to the cleavage and which I would not recommend using.
The principle of the cleaver is as follows:
1. The fiber (cleaned from varnish and wiped from dirt) should be well fixed.
2. At the moment of shearing on the fiber with a diamond knife or a knife made of solid steel, a transverse micro-scratch is made.
3. A force is applied to the fiber so that it crackes exactly in the scratched place.
In different models, the technology for performing these operations is slightly different, and I can’t visually show the chipping process (for this I would have to draw a slow translucent 3D animation of the chipping process in some 3DS MAX, where each part is tinted with its own color). But I’ll try to explain in general terms and show on the video.
Let us consider in more detail the cleavage of one fiber on a typical cleaver.
1. The optical fiber is stripped to a certain length, well wiped with a lint-free cloth with alcohol. Fingers do not touch the glass!
2. Open the latch and cover and carefully place the fiber in the cleaver. In this case, it is important not to stain the fiber and not to get into the knife with your fingers! The fibers in the varnish shell are laid in a thin groove, and the pigtails in the yellow shell are laid in a thick one. It is impossible to lay very thick patch cords; if you need to weld a patch cord, you need to cut it like a cable, freeing the fiber.
3. The fiber should be laid so that the border between the varnish coating and the bare glass lies on the number we need on the ruler. This figure tells us how many millimeters of bare glass will stick out of the varnish after cleavage. For each welding machine, this figure is different (for example, for our Jilong KL-280 it is 16 mm), you just need to remember it for your machine. If it is laid so that a shorter length is chipped, the welder does not have enough feed range for carriages to flatten the fibers, and he will clean and display the error “Feed limit” or “Re-lay fiber”. If you chop so that there is too much glass on the contrary, everything will chip and weld normally, only the KDZS protective sleeve (if it is a “short” standard of 40 or 45 mm) may be shorter in length than the bare glass fiber section, and do not protect completely exposed fiber. In this case, the fiber without a protective varnish will very easily break due to bending at the exit of the KDZS (with the same installation), and such welding needs to be redone.
4. We make a chip. In some models, for this it is enough to press the cleaver cover, in some it is necessary to close it, push the carriage with your finger and open it again.
5. Open the lock, if necessary - the lid and carefully take out the chopped fiber. Immediately, before reaching it, you can understand whether it has broken. Now you can’t put it anywhere except in the welding machine, because if you touch it with anything, it will immediately become dirty. It must also be laid in the welding machine in such a way so as not to catch any parts and surfaces with the tip: it is worth accidentally poking the cleaved fiber with the end into the same V-groove or into the electrode when laying in the welder - and when you bring the fibers together you will see a ton of dirt on this fiber . :)

The fibers are dirty, besides a large speck of dust has stuck to the fiber
In principle, you can try to clean such stained fiber - first simply wipe it with a napkin, and then poke it with an end face in alcohol, and then in a dry napkin. The probability of interest is 60, that after that it will be clean and well cooked. But nevertheless, it is better to immediately clean and chop it, and even better - do not drop or spoil the wiped and chipped fibers.
6. The chipped fiber tip, depending on the design of the cleaver, is itself pulled into the fiber container, remains stuck in the “rollers” or, if there is no container, falls onto the table next to the cleaver. Accordingly, in the first case, you just need to check whether the fiber is normally pulled into the container (it won’t fit too long; therefore, it is not necessary to strip the fibers 10 cm from varnish; sometimes the fiber may somehow come off and not be pulled into the container), in the second you need a special handle roll the rollers so that the fiber draws between the rollers into the container like laundry during spinning in an old washing machine, and in the third - immediately attach a piece of electrical tape to the fiber so that the fiber sticks to it, and then glue these fibers adhering to the electrical tape with all sides. In general, I highly recommend not using a cleaver without a fiber container.
Pieces of optical fiber, especially without varnish, are a dangerous waste product. In countries with a better recycling culture, they are collected and disposed of. We, of course, have to, but still this is not a reason to scatter fibers after ourselves. All fragments of fibers must be carefully collected! If such a barely noticeable piece gets into food, into drink - you can earn a stomach ulcer or other problems. If he cries into the body and breaks down, it can theoretically reach the heart through the bloodstream, although it usually becomes a hard to remove, very unpleasant splinter that no x-ray will find and which crumbles under tweezers when trying to pull it out. And just fibers in clothes, in shoes, in car seats - not the most pleasant thing. Therefore:
1. No food in the workplace.
2. All fibers to the last must be carefully collected. Even if the work is done somewhere in the semi-flooded sewer basement, where knee-high debris and fleas, or in the field knee-deep in mud - this is not a reason to litter with fibers!
3. Cleaver - only with a container for cleaved fibers.
4. In a good way you should use protective equipment: glasses, overalls, an apron. But nobody does it.
I personally, when it comes time to clean the cleaver container from accumulated pieces of chipped fibers, I sit down at the table, lay a large sheet of paper on myself and pour them into a separate bottle above it, and then carefully collect what has fallen.
However, let us return to the cleavers.
You understand that a successful chip depends on microns. Therefore, the cleaver must be protected from blows, drops, dirt and crooked hands as zealously as the welding machine. It is not in vain that it is packed in a soft-filled box.
You cannot twist the set screws without being sure what you are doing. Do not climb inward with your hands or hard objects - there is a risk of cutting yourself and ruining the sharpening of the blade. Do not leave the cleaver in a humid environment for a long time.
You just need to remember: a welding machine, a cleaver and a reflectometer are three irreplaceable things without which the work will rise. Yes, you can torment yourself to cut the cable with an ordinary knife instead of NIM-25. Yes, you can remove the varnish from the fiber with a razor instead of a stripper. But making a good chip with improvised means is unrealistic, but it is impossible to weld the fiber.
So, we briefly examined the cleaver and the principle of their work.
Now I will introduce you to the mechanical splicing of fibers - and move on to preparing the fibers and welding them.
Optical fiber splicing
The mechanical splicing of optical fibers was initially positioned as a cheaper alternative to welded joints. Over time, when equipment prices decreased, and fiber quality and, accordingly, requirements for line parameters increased, mechanical connections became less relevant.
Advantages:
1. No capital investment is required in the welding machine (but a cleaver and all other tools are still needed).
2. Higher mobility of the optics installer - no need to carry a large case with a welder.
3. Suitable as a cheap backup option for temporary restoration of communication when the welder is not nearby or the battery has sat in the middle of the field, and communication is needed immediately.
4. Typically, mechanical connectors can be installed in a standard cassette instead of a CDS.
5. One mechanical connector can usually withstand multiple fiber changes, and the KDZS sleeve is disposable.
Disadvantages:
1. Losses on the joint in any case are much higher than in the case of the welded joint.
2. The time of fuss requires no less than with welding.
3. Reliability is lower. Sometimes (from vibration, from time to time) the connection may be broken, especially if the fireblocks / corelins were already used, and you have to look for a long and dull time which of these damned fireblocks fell off this time.
4. The welding machine is expensive, but then the price of one splice is small. With mechanical connectors, vice versa.
5. For many customers, such an installation is not serious.
In general, I read about cases when a short line was lifted and worked almost without loss of packages, having 3-4 mechanical connections on it, made completely without a cleaver! This is possible only thanks to immersion gel and luck (so that the chips are more or less even, and not like the tip of a spear). But still, this is from the category of perversions, for the installation of mechanical connectors, a normal cleaver is still necessary. Then it is possible to obtain attenuation from mechanical connections of about 0.1 dB or higher: for a trunk this is a lot, but as a temporary option or for a short secondary line it will do.
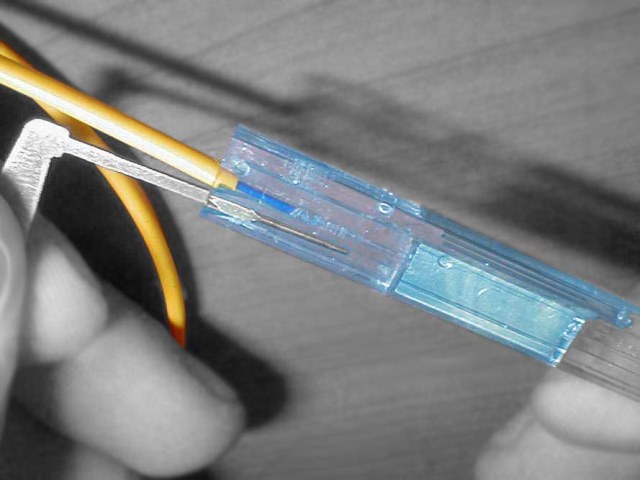
Mounting the Fibrlok Connector There are many
standards for mechanical splicing.
Probably the best known standard for mechanical bonding is fibrlok.


I had to see a couple of times live and even mount (on training, though). The connector is a plastic box consisting of three parts. The first part is a plastic, in cross-section, U-shaped base-gutter. Two other parts are inserted into it: a plastic U-shaped cross-sectional lid with latches and a metal V-shaped cross-section groove with a round "bed" under the fibers at the bottom.
Prepared cleaved fibers are inserted into this groove of the V-groove on both sides, usually their ends are dipped in a special immersion gel to reduce losses and reflections from the passage of light from glass to air and again into glass. A drop of immersion gel may already be inside the fiberlock. The refractive index of this gel is close to the refractive index of glass fiber cores. The same gel often has hydrophobic properties.
The groove itself can bend a little around the embedded fibers, remotely similar to piano loops. When the fibers are laid, a U-shaped lid-lock is put on top of this groove, which, when put on, compresses the V-groove, tightly fixing the inserted fibers, and is itself fixed with latches.
There are other standards. For example - Corelink, I also had to see it live. The principle of operation is similar to Fibrlok, opens with a key.

At my first job, when I knew little about optics, I saw the installation of some kind of mechanical connector, which was opened by a special mechanism on the mounting micro-table included in the kit. What kind of connector - no longer remember, 5 years have passed.
Conclusion - there are a lot of standards for such connectors, you can carry a dozen fireblocks with you just in case, but whether it is reasonable to use them “permanently” is a big question. The welding machine, of course, is not cheap, but after a couple of large projects it will pay for itself. And the mechanical connectors themselves are tangible, they are mounted in time as much as the welded joint, attenuation and reflection give more, reliability is lower.
So, we examined welding machines, shears and mechanical connectors. It's time to continue the story about the preparation and welding of optical fiber.
Fiber preparation
In the first part, we focused on cutting the cable, wiping the fibers, preparing the sleeve (or assembling the cross) and driving the cable into it / into it. We continue the installation. However, before the welding process, something else important needs to be done.
The next most important step is labeling the modules and fibers . Actually, you should mark the cable before entering the sleeve, otherwise it will not be so convenient, I just forgot to write about it in the first part. But marking modules is a must. If this is not done, then you have to pull through which fibers go to which module. Believe me, this is very inconvenient and easy to make a mistake.
For marking, such paper or rag stickers are used.

They are often sold in the form of a notepad with such sheets or in the form of ten drums on which ribbons with numbers from 0 to 9 are wound. Usually they are included in the set of couplings, less often in the cross-set.
A very common and at the same time hard-to-detect and unpleasant mistake of newcomers (and experienced ones sometimes sin by this) is to mix up the modules. It is difficult to mix up the red (first) and second modules, but white / natural / colorless is easy, they are the same color ... This is the same case when you can not notice a stupid mistake at point blank range. Therefore, check seven times - mark and solder once.
In these pictures, I schematically drew a cut cable and the principle of marking its modules, and also showed an example of marking a real cable.

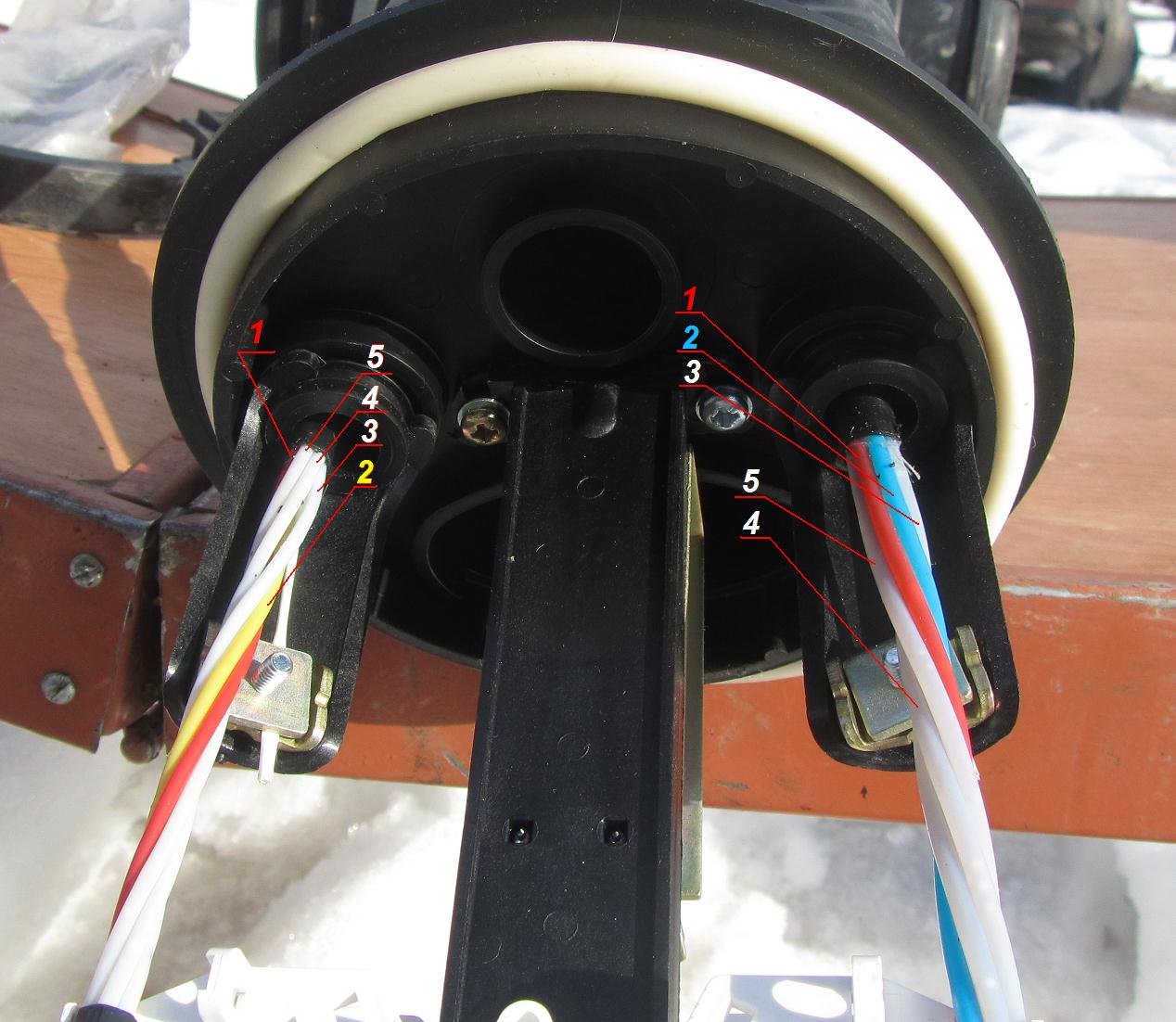
The modules are labeled as follows.
They usually have a color code that is indicated in the cable passport. Nevertheless, the first module is always red; I have never encountered exceptions yet. Here we are on the clean wiped fibers coming out of this first module, and immediately glue the number "1".
The next module will be the one that is “colored” and stands near red. Near the red, of course, there are 2 modules, left and right, but on the other hand there will be either white (it is natural, it is colorless - they write differently everywhere), or a black (or also white) dummy module. So the one near red and “colored” (usually yellow, green, blue) will be the second. Glue the number "2" on its fibers.
The third module may be depending on the cable as another color, and white / natural / colorless. It is important to understand the following. The first two modules, by their location, have already given us the direction of the “bypass” in a circle of modules in the cable - either clockwise or counterclockwise. So we continue this direction and glue the number “3” on the fibers of the next module. Red is the first, color is the second, the next according to the standard is the third. Another one following in the same direction of the "round" in a circle, usually colorless - the fourth, and so on.
It's that simple. But they often confuse the modules, and finding and eliminating this can be very difficult: if there are a couple of dozen couplings that have to be opened in the line, and many of them are buried a couple of meters in the ground and corn is already spike over them or there is arable land washed by rain - you know, what torment with shovels in the heat to fix such a jamb.
How to find the place where the modules are mixed up?
"Crossroads" is defined as follows. Suppose we have a straight line: 2 crosses and several couplings between them.
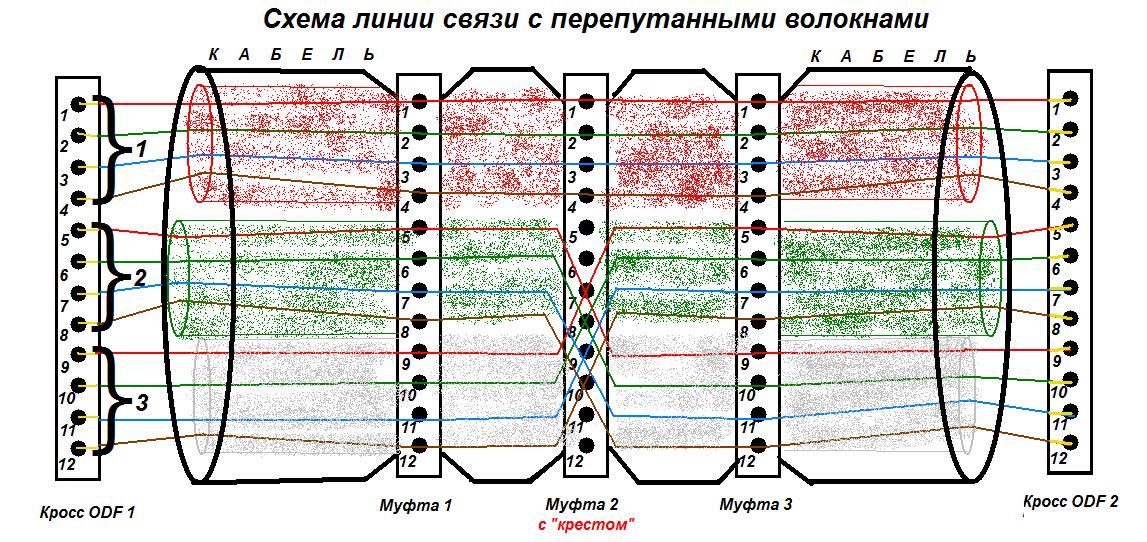
On one cross, a person with an optical radiation transmitter of 1310 or 1550 nm in length becomes, on the second cross, a person with a tester-receiver at which the same wavelength is set. They put both the receiver and the transmitter on the first ports. If the fibers are not mixed up and the first port on one cross really arrives at the first port of the second cross, the tester will show a certain signal level. And so, phoned to coordinate actions over the phone, “pierce” all ports on the cross.
By the way: in the old days, when there were no cell phones yet, and the optics were already pulled, the so-called optical phones were used: a pair of handsets with batteries, tuning handles, a microphone, a speaker, and one or two FC or LC connectors. You can talk by standing on a pair of free fibers or even on one fiber (in this case, reception at 1310 nm, transmission at 1550). I used this one time. Now, in general, this is not necessary, since, firstly, there are cell phones, secondly, many multiplexers have a built-in telephone for communication between network nodes, and thirdly, many communication nodes have a landline telephone. But in principle, sometimes there may be a need for such a device.

Optical Phones
Let us return to the search for “crosses” on the line. If there is a “junction”, it immediately becomes clear: starting from some port (in our figure, from the fifth), the next port goes on the “transmitting” cross, but there is no signal on the second “receiving” cross in the same port, but it (and subsequent n ports) is in the port with a shift by x * n ports, where n is the number of fibers in the module, x is the number of modules that “jumped” (in our case, n = 4 fibers in the module, x = 1 ( jumped to 1 module): ports 1 through 4 go as they should, and the 5th comes on the 9th, 6th on the 10th and so on.
In a good way, in case of a junction, it is necessary to open and sort out all the couplings. You can, of course, simplify the task of finding such a jamb: open the sleeve in the middle of the line and manually check it by pulling through the fiber from each module. If there is no junction on it, then you need to carefully (so as not to break) bend the fibers on it one by one from the module (say, the first from the first module, the first from the second module, etc.), and the partner with an OTDR will look at the cross, shortened the line or not. (Remember that a strongly bent fiber loses radiation on a bend and does not pass a signal further). If it is precisely those fibers that they should be shortened, it means that the joint is farther between the opened clutch and the far cross. If we bend, for example, a fiber from the third module, and a similar fiber from the fourth module becomes shorter, then the joint on some coupling between the cross, where is the OTDR, and the clutch we opened. We close the coupling and go to open some kind of coupling between the cross and just opened before that and repeat everything. For such work, it is very necessary to have a wiring diagram and a line diagram on which the distances from the crosses to all the couplings will be indicated.
If the wiring diagram is complex, there are a lot of “tee” (or “flush”) couplings in the line, cables with different colors of fibers and different numbers of them in the modules are soldered - the task is very complicated. Here you have to collect a brainstorming, seriously turn on the brain and sit on the circuits, developing the most optimal plan for finding a coupling with a junction.
But if in such a complex line there are 2 or more places where the modules are mixed up, then ...
... joiners need to train more and not cook large complex objects at once. And the designers of such a complex wiring scheme can convey best wishes.
No - you can, of course, fool around: stupidly push / twist pigtails from inside one of the crosses so that all ports come to each other in accordance with the scheme. But firstly, the customer at the reception can also look at the crosses, and secondly, it turns out, we are handing over a line, part of which is unsoldered as it is, and not in accordance with the documentation. In a year, some of the fibers in the line will be sold, some will be leased to all providers, FSB officers, transport workers and other organizations. Someone will need to weld something into one of the couplings, the corresponding module will be cut to solder to it, and there it turns out that the signal is not coming from the fibers that it should be, and we cut the wrong module and dropped someone then the trunk DWDM !!! Which is sure to be unreserved! Or, as an option, it turns out that we chopped off the FSB connection. Or dropped a cellular connection over a large territory. Or Internet + telephone from a country house of a deputy. Three-story and long curses from the operation service to the mountain builders are guaranteed! And there you know, maybe, depending on the damage for a break in communication, there will also be a lawsuit. And then who will hire such a contractor who handed over the line with a hidden defect? Do not do such things to your communication colleagues: if you have already mixed up the modules, you must find and fix them before the line is delivered. passed the line with a hidden defect? Do not do such things to your communication colleagues: if you have already mixed up the modules, you must find and fix them before the line is delivered. passed the line with a hidden defect? Do not do such things to your communication colleagues: if you have already mixed up the modules, you must find and fix them before the line is delivered.
There is a light version of the mix: when they are not confused with modules, but with a couple of fibers. For example, in poor lighting, you can easily mix up white and gray fiber, gray and colorless / transparent, white and light pink, green and turquoise, etc. At least it’s easier to find: if it is written in the cassette in the cassette where which fibers are located and where they go, you can simply open the clutch and compare with the circuit to see what color is boiled on which fiber. But if the couplings are hard to reach, there is still little joy.
So you have seen how unpleasant a mistake is with confused modules or fibers, and how difficult it can be to fix it. It is better to mark everything meticulously than then run through the fields with shovels and a locator or do gymnastics on supports with a ladder, digging up / removing couplings from the poles, and fill up the deadline for the line.
I’ll also say a few words about the case when there is one single module in the cable and there are a lot of fibers in it. I met such a Siemens cable, where the marking was made as follows. When we remove the module tube, we have a bundle of fibers in hydrophobic. So do not rush to wipe this hydrophobic. If you try to separate the fibers without rubbing, it turns out that they come in two or more groups, each of which is wrapped in a “spiral” of a thread of its own color: for example, blue and orange threads. The winding pitch of the threads is large, so wiping the hydrophobic, we can easily break the thread marking, mix such "submodules", you will have to cut the cable again.
Move on.
The fibers on all cables are labeled. But if we cook cross, then we do not solder the cables between each other, but we weld one cable into the pigtails of the cross. I recommend these pigtails also to mark everything with the same self-adhesive numbers. You don’t have to do this, but during the welding process you will have to divert attention to whether the correct pigtail is taken. Of course, this is easier than pulling the unmarked cable module, and in case of an error, the pigtails on the cross can be easily interchanged: this does not threaten anything. But it’s better to spend 10 minutes, mark and forget. Some crosses are already collected and with piggy-tags marked in order (and sometimes even cleaned), then it was lucky: we will save a lot of time and sticker markers.
So, the modules / fibers and pigtails are marked. Now we (having already inserted the cable into the sleeve and secured it with a pigtail made of Kevlar, under a special clamp, for the power center element or with a worm clamp to the steel frame of the sleeve) we fasten the modules to the cassette (having thought in advance which modules will go to which cassette). I prefer to wind the ends of the modules with electrical tape (but so that it can be seen what color the tip is), and then fasten a couple of small ties to the cassette for the rewound place: in this case it is difficult to accidentally pull them out of the cassette, and without tape they easily pop out under screeds: the resting friction force of plastics such as lavsan is extremely small. True, if the modules are not well scrubbed from the hydrophobic, the insulating tape will not stick to them.
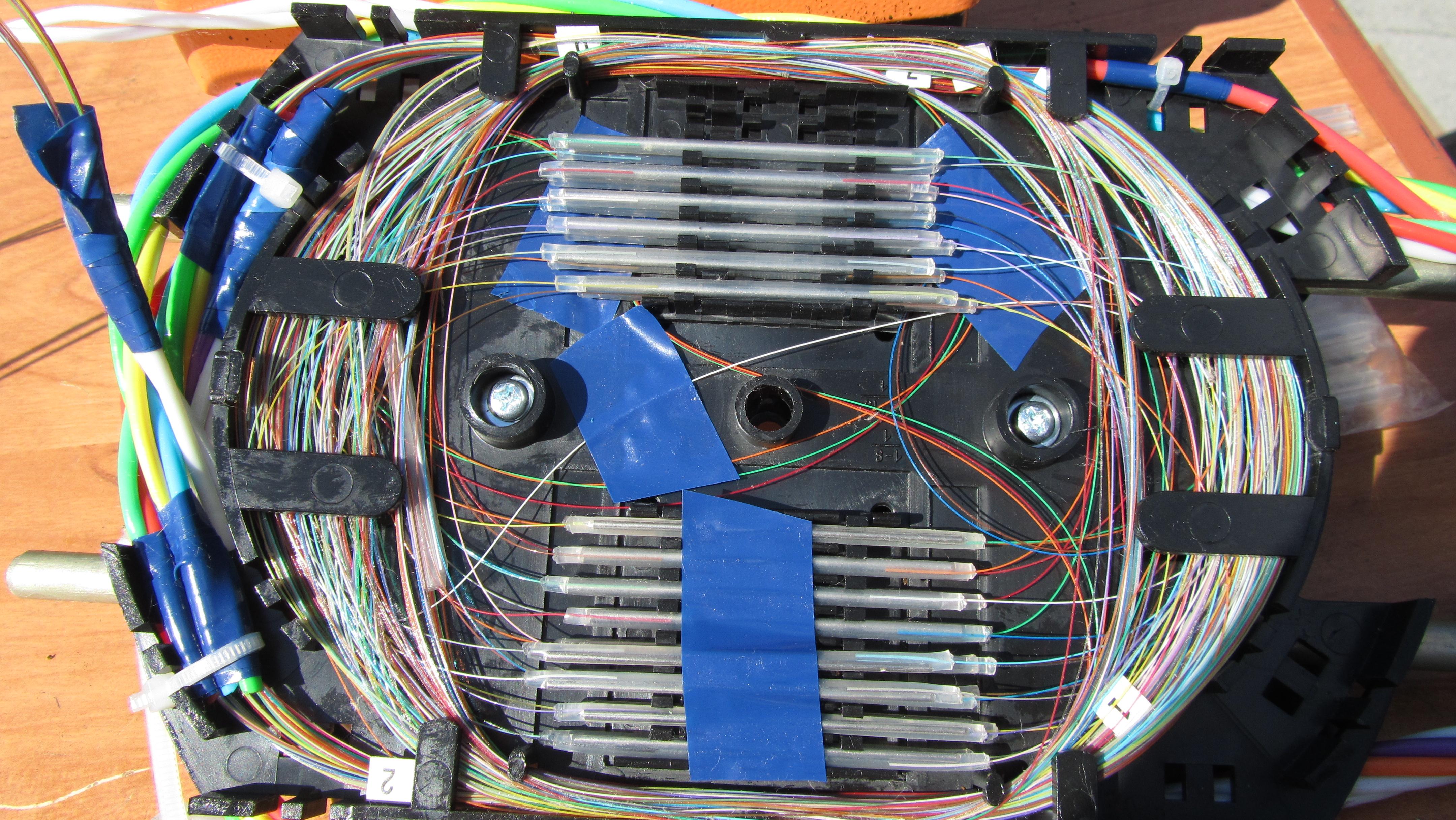
The next step is to measure the fibers in the cassette .
They are measured by pre-stacking in a cassette and trimmed with scissors at the center of the KDZS tool tray, in which they are planned to be laid after welding.
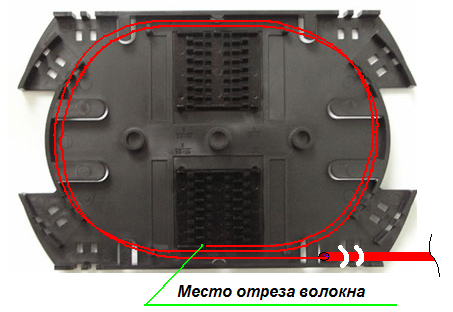
In some cassettes (for example, as in this picture), where there are many multidirectional channels for fibers, you can basically not measure the fibers - in any case, there is a “way” for laying the fibers so that it fits nicely after welding.
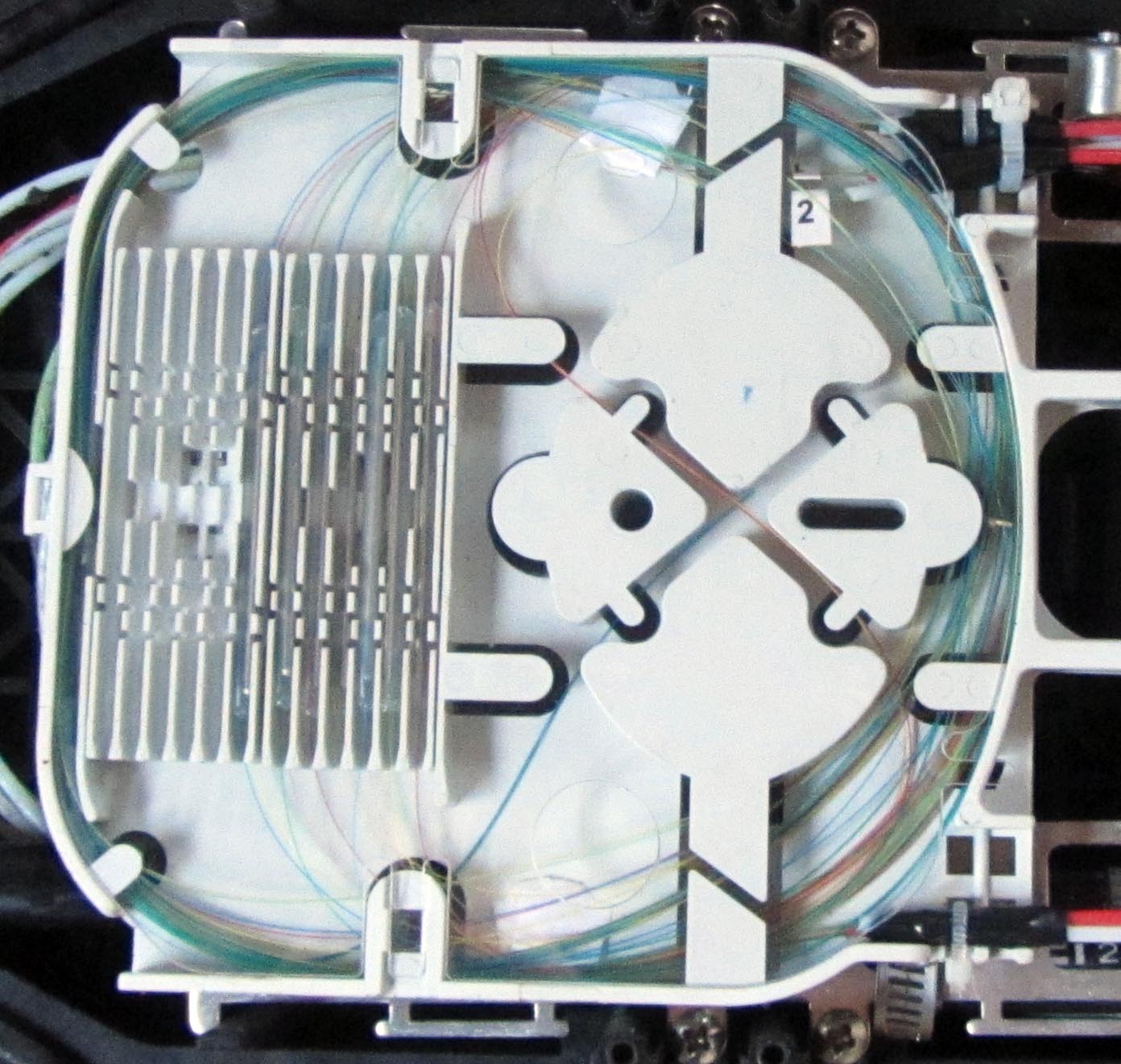
However, in the case of welding a large number of fibers, it should still be measured, and it is advisable to choose the laying path the simplest (in a circle), without tricky complex loops and transitions along the channels. In ordinary cassettes, it is necessary to measure, because if you do not measure the fibers in advance in length and do not think about how they will fall into the cassette after welding, there will be serious problems when laying. In the best case (if significant reserves remain and they manage to “play”) the fibers will be laid, but the permissible bending radii of the fibers will be violated, which can lead to increased attenuation for the signal, and the cassette will look ugly. At worst, the fibers simply cannot be stacked so that the cassette lid closes and nothing is jammed anywhere.
This is such a nightmare if you forgot to measure the fibers: some of the fibers are stretched and because of this they bend too much (there will be attenuation on the bends), some are too long and you have to put them along small radii and fix them with electrical tape.
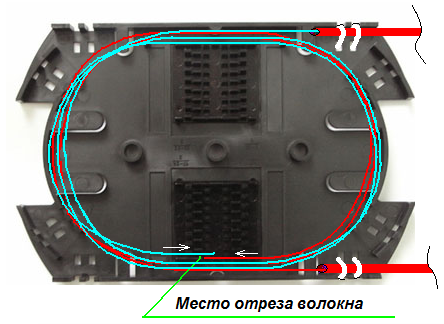
In the event that the two fibers to be welded come out of the modules that go into the cassette “opposite” to each other, it is enough to measure each of them by simply laying
several (usually two) turns and cut off over the lodgement where it is planned to lay welding.
In the event that the modules come in "co-directionally" (it always happens if we cook 3 cables in one cassette), one of the fibers should be measured as usual, the second fiber should be measured taking into account the transition, which is carried out by S-
with a loop in the middle of the cassette.
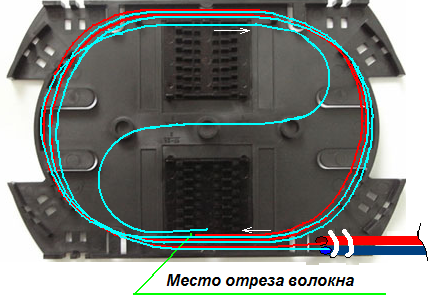
In general, the above situation with the S-shaped fiber transition should be avoided and try to get the modules “in the opposite direction,” because, firstly, not all cassettes are designed for such a fiber transition, and there are many S-shaped fiber transition loops (and there can be many) fix in the center of the cassette with electrical tape, which is not technologically advanced and undesirable. And secondly, it takes more time to measure the fibers. If the coupling is already complex, it contains several cassettes and there are fiber transitions in the tubes between the lower and upper cassettes, the unpacking scheme is confused, 3-4 or more cables enter, then the situation is excessively complicated, you can make a mistake during installation, find and fix which will subsequently be very difficult.
We also need to consider whether all the fibers that we want to weld fit in the cassette. Consider a few cases.
The simplest case is when you need to solder 2 identical cables, say, to 32 fibers, where there are 4 modules and in each module there are 8 fibers. A typical cassette is designed specifically for these 32 (or 36 there - then 4 places will remain free) fibers. KDZS, in which the first and second modules are connected, will lie in the lower half of the cassette (8 + 8 pieces, in 2 “floors”, as calculated), and the third and fourth modules will lie in the upper half of the cassette. Everything is simple.
A more complicated case is 2 identical cables with 64 fibers, 8 modules with 8 fibers each. So much will not fit into one cassette, which means that half of the fibers will go to the lower cassette, half to the upper (the cassettes are placed one on top of the other). Therefore, half of the modules (1st, 2nd, 3rd and 4th) of both cables are put into one cassette, the second half (5th, 6th, 7th and 8th) - into another one. The modules are fragile and brittle, but if they are fixed in the cassette well, the upper cassette can always be carefully lifted to work with the lower one.
By the way: which cassette is placed on top, which is on the bottom? There is no definite answer. Someone cooks the clutch "from the end", then the beginning will be on the upper cassette, which is logical. Someone cooks in order. It is not so important.
An even more complicated case is when we need to weld two different cables, which have a different number of modules and in the modules a different and unstable number of fibers. Example: the first cable (let's call it A) is 64 fibers, 8 modules of 8 fibers each. The second cable (B) is also 64 fibers, but it has 6 modules, in the first and second modules there are 8 fibers, and in modules 3 through 6 there are 12 fibers. How to be in this case? We need to think carefully about how many welds we will place in each cassette, so as not to get confused - the fibers (already marked by modules) must be further divided into “laying” groups and marked with pieces of paper with signatures. In our specific example, the first and second 8-fiber modules of cable A will boil well into the first and second 8-fiber modules of cable B. Well, there are 16 welds, half the cassettes are occupied. What's next? The third module of cable A is 8 fibers,
It is clear why it is better to cut the cable more authentic? If the fibers are short, and even 30 centimeters will eat this transition - cooking and laying such short bits will be very dreary. Cutting off excess is never a problem.
An even more complicated case is when there are 3-4 completely different cables and a crazy wiring diagram, plus work at night (during the day they didn’t let the subscribers disconnect - alas, a very typical situation!) And a tight time limit. Here you need to seriously turn on your head, draw in advance a plan of the location of the fibers on the cassette, and generally it is better not to let such couplings begin to solder, and you need to take on them with a fresh head.
What is a transition tube? This is an ordinary polyethylene tube. In diameter, like a tube from a dropper, plastic is polyethylene (the same as the core of a gel pen, only the walls are thinner). They come with some couplings. If it is not, you can replace it with some cambric or with the same tube from the dropper. It is not worth using a removed module instead of this tube: it is brittle, thin and has a lot of hydrophobic inside. It is also not worth doing a fiber transition without a tube: the fibers must be protected.
So, we marked the modules, measured the fibers, thought out how they will fall into the cassettes. Next, you need to wear KDZS thermowells on them, peel and cook.
Here you can act in different ways. Someone takes a pair of welded fibers, puts on one of them KDZS, cleans them, cleaves, cooks and stacks. Then he takes a second pair, and so on. I prefer to do it wrong: I first put on the CDC on all the fibers (or rather, on half of them: after all, 1 CCC protects 1 weld, which is obtained from 2 fibers), then I clean all the fibers with a stripper (but do not chip and do not wipe with alcohol), and then I just get the wiring diagram and start cooking. I cooked a group that is convenient to stack (usually 1 module) - put it down. Welded the second module - laid. Etc. At the same time, we save time and are less likely to forget to wear KDZS.
What is DRC? This is a one-time composite heat-shrink sleeve that protects the weld point.

They are sold in dozens and hundreds of pieces, often come complete with couplings / crosses, and are inexpensive (3-5 rubles / piece). The abbreviation, as far as I know, is decomposed as “Kit for the Protection of the Welded Joint”. It consists of 3 parts: inside a tube made of fusible plastic, outside a tube made of plastic with heat-shrink properties, and an iron wire between them for stiffness. KDZS is worn on one of the fibers to be welded before welding, when the fibers have successfully been soldered - it is pushed onto the welding position so as to completely hide the glass, and the fiber is put in the furnace of the welding machine for 20-40 seconds in a slightly taut state. In the oven, the inner plastic is melted, wrapping the welded fibers, and the outer one is heat-shrinkable.
KDZS (and, accordingly, optical cartridges) come in different standards.

Previously, the most common CDSs were 60 mm long, and they are now widely used. Now there are mass couplings / crosses with cassettes designed for CDCS with a length of 40 or 45 mm. Such KDZS is better: they require less time for shrinkage, take up less space in the cassette.
In a cassette designed for KDZS-60, you can put KDZS-40, but they will hang out in their seats, you will need to fix it with the same magic tape. In a cassette designed for KDZS-40 / KDZS-45, you can also push KDZS-60, however, this is fraught with the following things:
1. KDZS-60 after shrinkage is slightly thicker than KDZS-40 / KDZS-45, they will be inserted with difficulty, respectively, cramming, you can break the welded fiber inside the plastic.
2. Often in the cassette, on the lodgement for KDZS, there are restrictor columns that do not allow to put long KDZS. You can, of course, bite them off with side cutters ...
3. The cassette under the small CDPS - and the small one itself. This means that a long KDZS will violate the minimum allowable bending radii of the fiber, and it will have to be placed very precisely in the center and accurately. It’s worth shifting it relative to the center of the lodgement - and the bending radius on one side will be violated, attenuation will start at 1550 nm ... I burned a couple of times on this: there were no small KDZS, I put big ones, and the customer bought small compact couplings with small cassettes under KDZS- 40. I could not understand for a long time why there were so many bad welds with attenuations in the line, I ran digesting it, and then it came to pass ... I laid all the KDZS strictly in the center - the attenuations disappeared.
In general, if you need to weld a sleeve with a cassette under KDZS-45, but there is only KDZS-60, as an option, you can bite off the extra 2 cm with side cutters.We will not get thinner from this, but at least get rid of the problem with small fiber radii.
There are branded FJS Fujikura, which shrinks in a matter of seconds against 30-40 seconds for a conventional FDZS. But I did not have to work with such.
Good KDZS - plump, thin, monolithic, accurate. And the poor KDZS is soft, it falls apart in 3 parts in the hands, after shrinkage it remains too thick and poorly fits into its place, there are large gaps between the layers, due to which putting it on the fiber you can mistakenly pass the fiber between the inner and outer tubes, what is wrong.
It happens that the stove has broken the welding machine, but it is necessary to work. Then some spikes are seated KDZS over the lighter. In principle, it is possible to seat this, but we run the risk of overheating the KDZS and melt the glass of fibers, setting the KDZS unevenly, light the varnish on the fibers (and it burns cheerfully!), And simply the KDZS will be ugly, smoked. So doing so is highly undesirable.
In one CDZS it is supposed to lay only 1 pair of fibers. Of course, there are hack workers who save where they don’t need to, and in one KDZS they plant 2-3 or more welds. But DO NOT do this. Then it will take some signalman to open the sleeve to pull the fibers, see what is welded and solder one fiber - and if he stumbles on several welds in one KDZS, then he will remember the spike and his relatives for a long time in unprintable words.
So, we marked and measured the fibers, put sleeves on them. Now you can clean them from the polyamide coating-varnish with a stripper .
Everything is quite simple here. The main thing is to do everything slowly and carefully so as not to break the fibers: remember that the fibers are measured out and it is worth breaking some kind of fiber 2-3 times - it will become shorter and will normally not lie in the place where we had planned. You need to clean about 3 centimeters, you need to find the exact distance by the method of samples and just remember it “by eye”. At first, you can help yourself with a ruler.
If stripping too short - after cleaving the fiber, the remaining tip will be too short and the rollers of the fiber container may not catch it. If you peel too much, this chipped tip will be so long that it does not fit in the fiber container and sticks out of it. Both options are undesirable. However, if in a row 2-3 weldings were unsuccessful (which sometimes happens even on flagship devices), the fiber becomes short and to save it, you have to consciously strip it short, if only the cleaver is chipped. And the remaining tip can be thrown into the fiber container with tweezers or secured with electrical tape.
An optical stripper is a thin and expensive tool. Its recess meets strict tolerances: it must remove lacquer from the fiber in one pass without residue, but not break the glass. So do not bite plastic screeds with this stripper and especially wires. It is designed only for stripping and nibbling 125-micron fibers.

And finally, all the fibers are marked, stripped, and equipped with CDPS. All the preparatory work is over! You can remove unnecessary cutting tools from the table, wash your hands and proudly remove our main treasure from the case - the welding machine for optics. We start to cook!
Optical fiber welding
The most high-tech part of the job. Hands should be clean! It usually takes a little less time than the previous steps - cutting the cable, preparing the coupling / cross, fibers.
So what do we need for welding? The following should remain on the table:
1. Welding machine.
2. The cleaver.
3. Pump / vial with alcohol.
4. Lint-free non-woven napkins.
5. Prepared coupling (or cross).
6. Tweezers.
7. Insulating tape (fasten the S-shaped transition of fibers in the cartridge, collect fragments of fibers).
8. The scheme of unwelding.
9. Stripper in case you have to re-clean and chop the fiber.
a) Turn on the welding machine. If necessary, we carry out self-diagnostics, calibration, arc test, electrode firing, etc.
b) We take the first fiber, with effort we rub its glass part with a cloth soaked in alcohol several times from several sides (dragging through a folded cloth), with a rotation at a certain angle with each pass, so that it is guaranteed to remove all dirt. It is generally advisable to wipe the next fiber with a new cloth, if you still use the old one, you should expand it so that the new clean part of the cloth comes into contact with the fiber. It is impossible to unfold the napkin so that its side in contact with which we used to hold our fingers in contact with the fiber. In general, the cleanliness of the soldered fibers is a very important point, this directly affects the quality of future welding and attenuation on it, so cleanliness must be given priority.
c) Pure fiber is laid in a cleaver and chipped to the required length. About cleaving, see above, in the section about cleaving.
d) Chipped fiber can not be put anywhere, because it must be ultra-pure.
It immediately after cleavage is placed in the welding machine. At the same time, it is important to put it in the V-shaped groove so that it does not touch anything with the end of the fiber and does not collect all the micro-dust from this groove on the fiber end: we put it carefully, holding our breath, laying it down - close the latch of the movable carriage. It is important to lay so that the end of the fiber hangs from the V-groove for a couple of millimeters, but does not cross the middle of the welder (an imaginary line between the electrodes). An example of the correct bookmark is in the photo in the header of the first part.
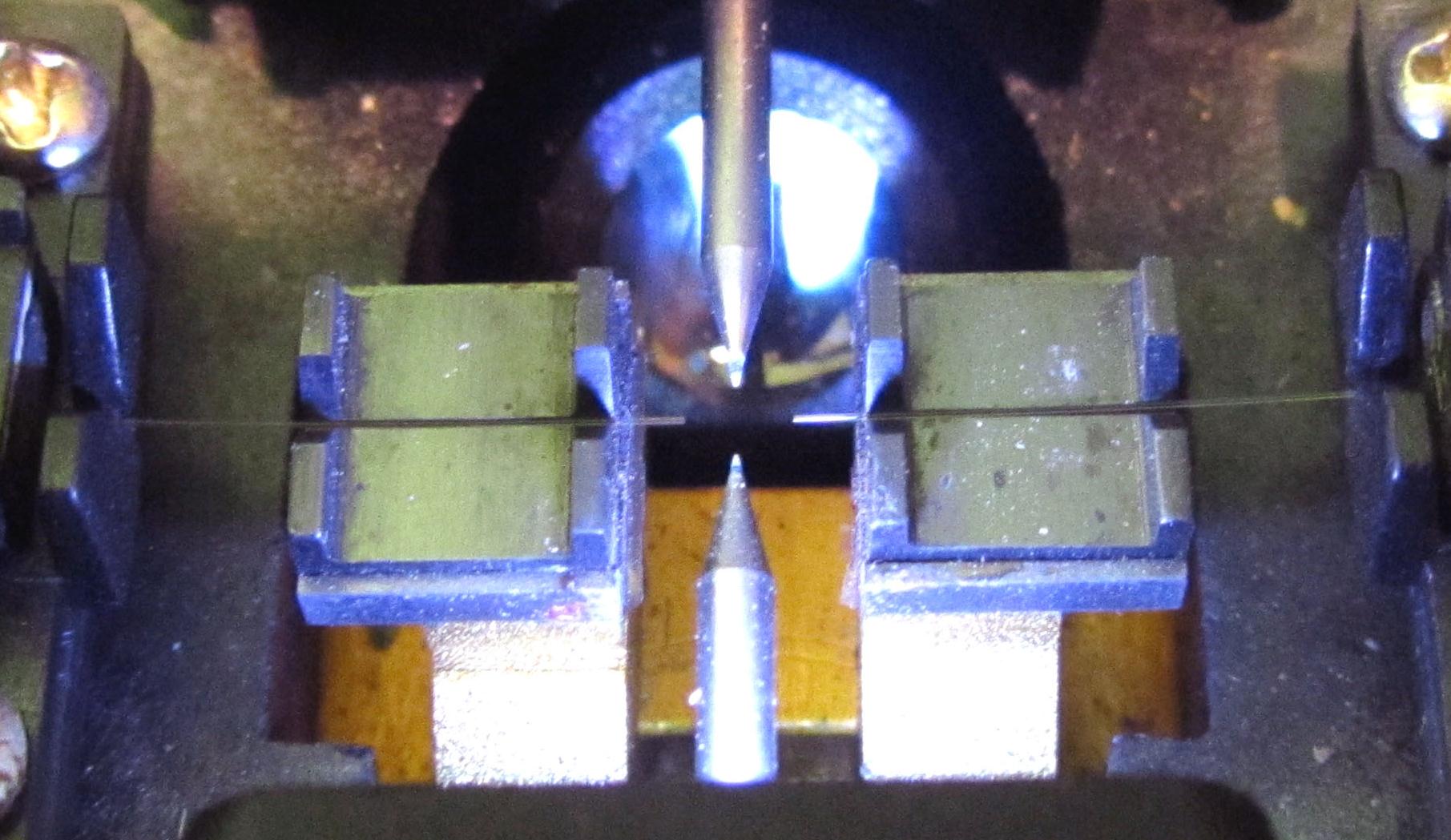{kind=link}
If we put in such a way that the tip does not hang from the V-groove - there is not enough range of feed of the carriages to reduce the fibers, if we put so that the tip crosses an imaginary line between the ends of the electrodes - the device will not have to reduce, but spread the fibers to see the ends, but in the opposite direction, the carriage has no room for movement, and the device will display an error for us.
Laying the fiber in the welding machine
e) Steps “bd” are made for the second fiber.
f) We press the button, and optical fibers are welded in automatic mode.
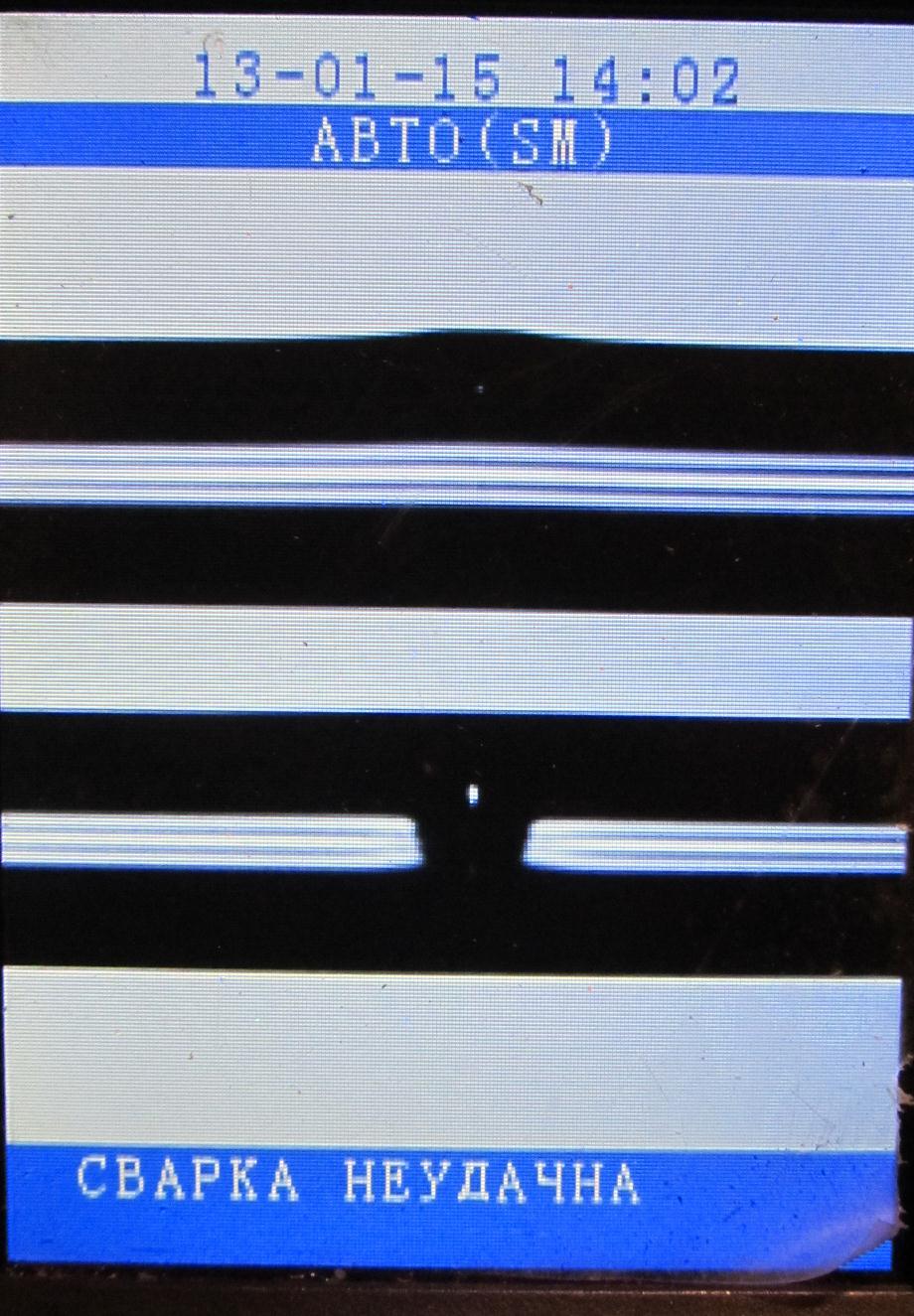
Optical fiber welding
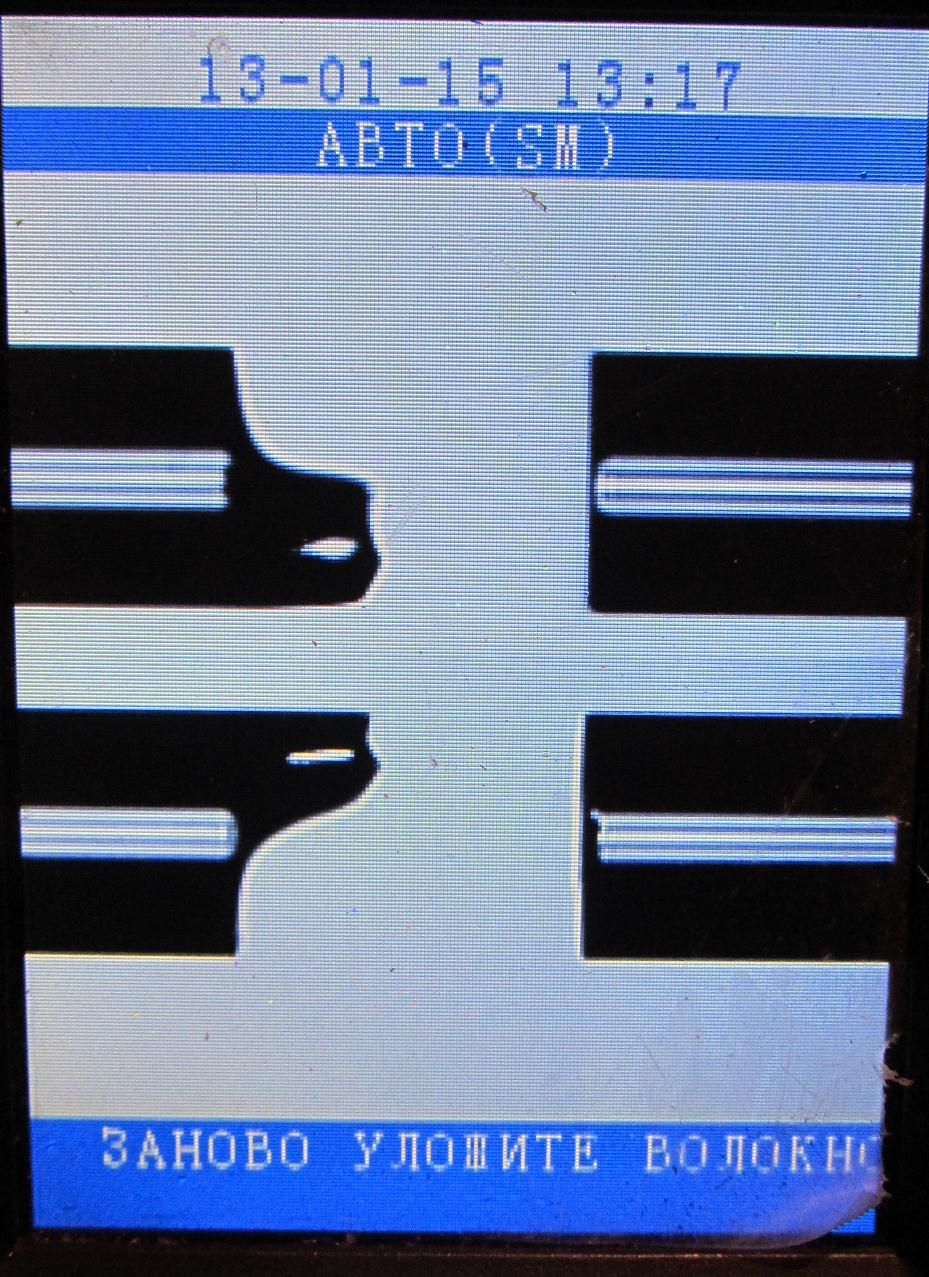
What does the situation look like if the chip of one of the fibers is bad
In different devices, it looks a little different. In Fujikura, the process can be finely tuned, up to the current strength in the arc and timings, but it is better not to get into these fine settings (they are often password protected by the supplier of welding equipment). When welding, you should pay attention to the shape of the arc (if the arc is crooked and unstable - something is wrong: maybe it is time to change the electrodes, or to calibrate?), The presence of defects in the welding place. Good welding is almost invisible, or a weak strip or some slight vagueness is visible. Signs of poor welding are a black dot-bubble, or some kind of axial displacement of the fibers, or a strong dark strip across the fiber at the weld site, or other jambs. If the welding seems to be of high quality, but the welding machine gives us too much estimated attenuation (say, 0.1 dB) - it is better to digest. Failed welding should be redone in any case. In case of doubt, it is also better to redo it, rather than relying on chance. After all, then you really don’t want to go, dig out / remove the sleeve from the post and digest one bad fiber. Although an experienced welder can consciously leave some jambs: for example, some “blurredness” of the weld place usually indicates residual dirt that has melted and spread on the surface of the fibers, and a small bubble may form not in the center, but from the edge of the fiber and not affect the attenuation. But it’s better not to risk it and digest it. some “blurring” of the weld place usually indicates residual dirt that has melted and spread on the surface of the fibers, and a small bubble may form not in the center, but at the edge of the fiber and not affect the attenuation. But it’s better not to risk it and digest it. some “blurring” of the weld place usually indicates residual dirt that has melted and spread on the surface of the fibers, and a small bubble may form not in the center, but at the edge of the fiber and not affect the attenuation. But it’s better not to risk it and digest it.
However, in the case of a large object with dozens of couplings / crosses, it all the same gets out somewhere and has to be finished: sometimes it happens that the welding screen is perfect, but then during measurements it turns out that there is noticeable attenuation on it. This is due to the fact that microscope cameras cannot cover all 360 degrees around the fiber and the jamb can occasionally hide in the blind zone of the cameras.
Here are a few examples of “stocks" to be reworked.
The big bubble. Remodel.
Little bubble. If he has not touched the core, there may not be any attenuation during welding, but if there is no meter with an OTDR that says “Everything is in order, cook next” - definitely redo it.
Some axial displacement of the fibers + some kind of heterogeneity. Remodel.

This happens if the arc went on for too long or the current is too large, or the welding somehow turned out badly, for luck we gave the arc again and the luck did not work. Remodel.

Here, the reducing micromotors in the welding machine seem to be faulty or not calibrated (the fibers collided too much at the moment of arc feeding).
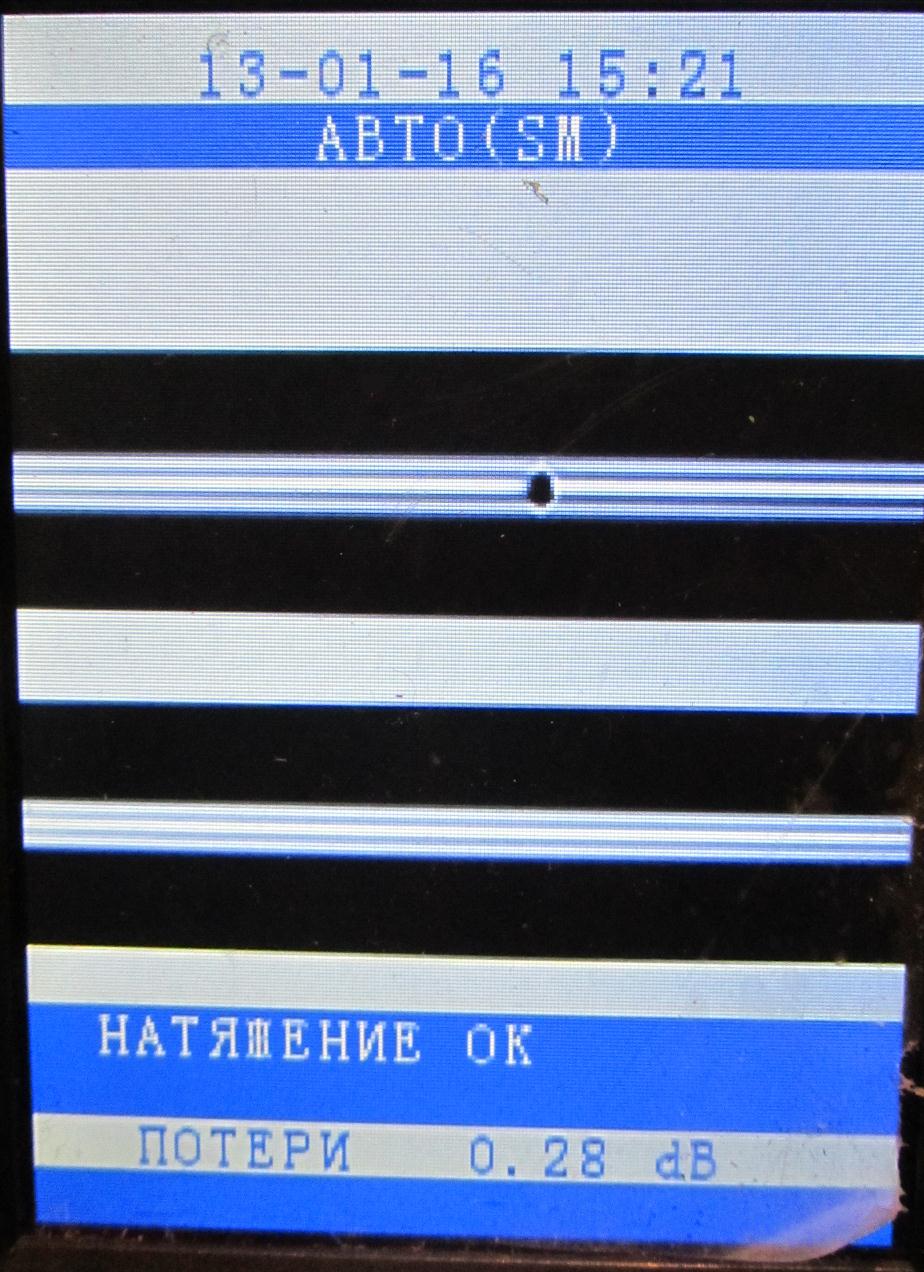
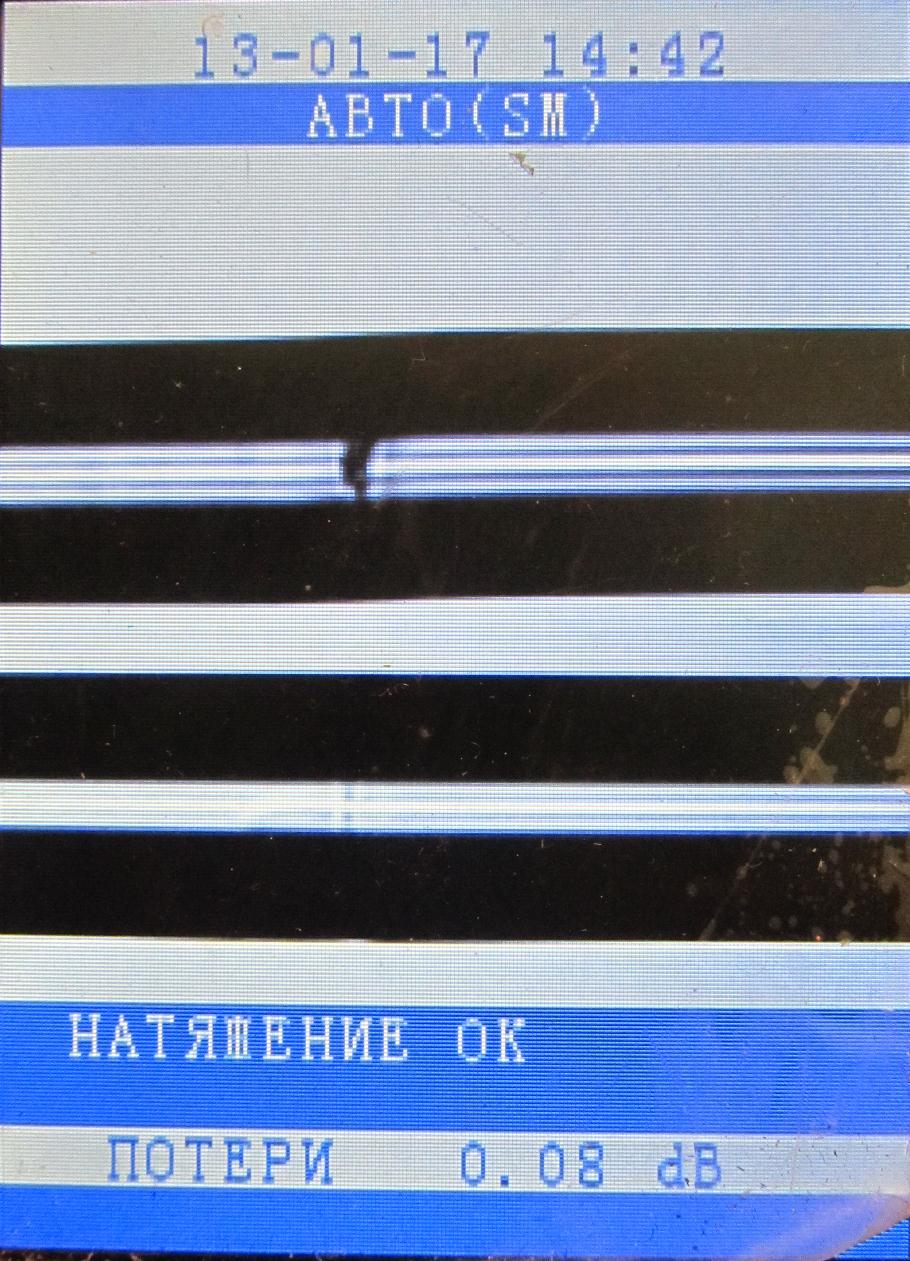
In general, if possible, it is best to cook under the control of an OTDR. For example, two cook, and the third sits on the nearest cross and controls the quality of welding using an OTDR. If an undetected jamb has slipped through, he will immediately call back to the spikers to redo them. The general rule is this: if the attenuation during welding is 0.05 dB or more (at any of the wavelengths - 1310 nm or 1550 nm), then welding is digested. If it’s less, leave it, seat the CDC and cook on.
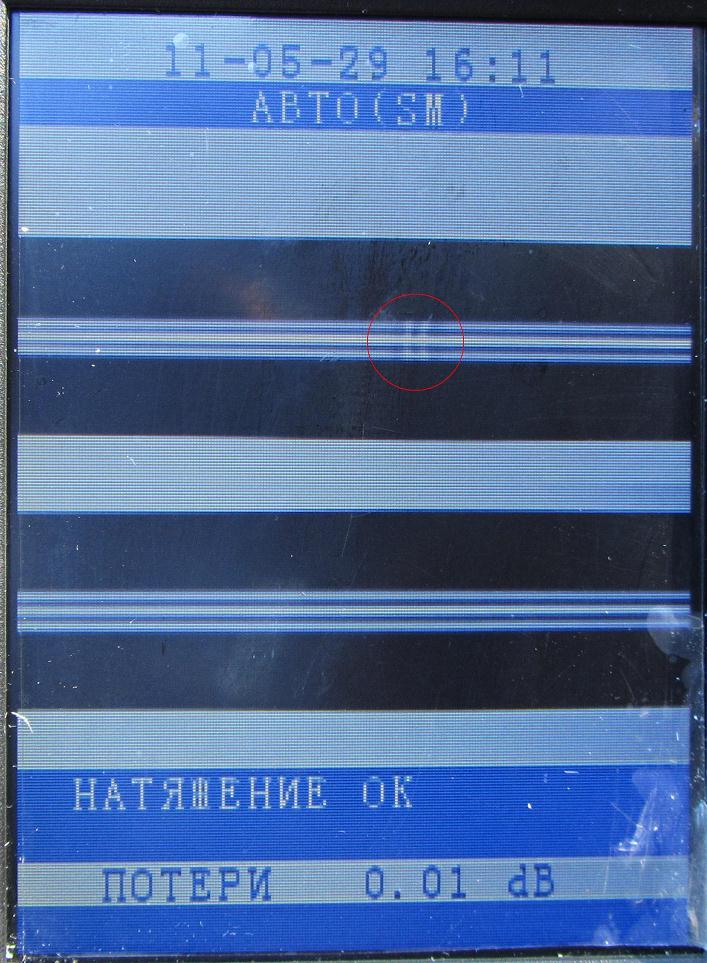
An example of normal welding. A small strip or streaks, as in the photo, are in principle undesirable, but statistically it does not affect the attenuation. If an SM fiber with “displaced” fiber is cooked, then there are two characteristic points at the welding spot.
Sometimes it becomes necessary to weld an attenuator, that is, welding with some attenuation. Then, when choosing this mode, the welding machine intentionally shifts one of the fibers by several microns and the welding results in a little curve. I didn’t cook such attenuators, and I can’t say something about it.
g) The stretched-out welded fiber is carefully removed from the welding machine and the KDZS sleeve approaches the place of welding. As long as the CDS is not seated, the fiber is unprotected and can be easily broken.
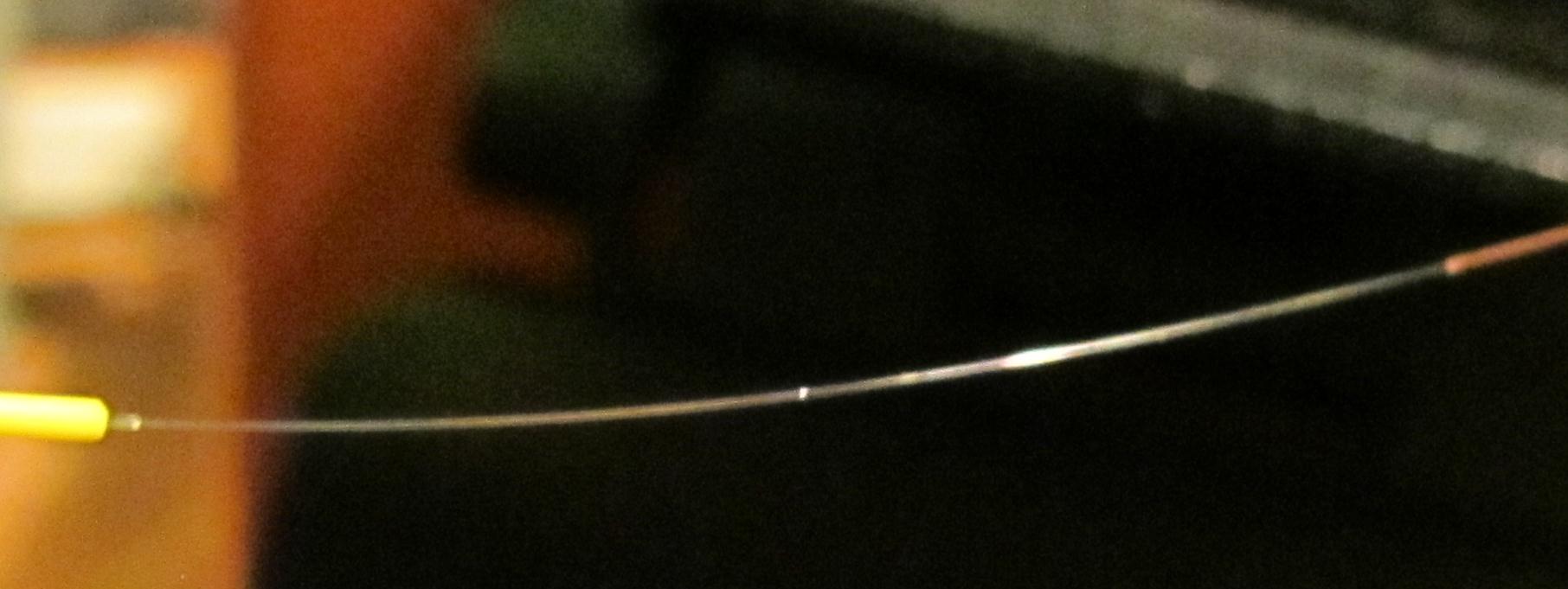
Welded Fiber (Macro). At the welding spot, a point that refracts the light is visible - this is normal.
After that, the fiber with the sleeve is laid in a stretch in the fuser of the welding machine so that the edges of the lacquer protective coating of both fibers go into the FLC, that is, after shrinkage, there are no areas on the fiber with bare unprotected glass. For the liner, you must set the appropriate operating time of the stove (use pre-configured modes for 40 or 60 mm KDZS).
Now welding is always seated in KDZS. However, I saw the old technology, when instead of a cradle for CDC, there was such a long plastic bath in the cassette, a translucent glue or compound was poured brown in it and the welded fibers were neatly laid, drowning the place of welding in this bath. After some time, the glue hardened and the glass was protected. The disadvantages of this method are obvious - there is no access to a single fiber to draw the fibers and see what color is soldered, which makes it difficult to find the right pair of fibers if something needs to be digested, and the installation process is more complicated.
g) The welded and seated fiber is removed from the oven and placed in the cooling tray for about a minute. The non-dry KDZS cannot be stacked in the cassette, since KDZS plastic is still soft and the fiber inside the KDZS is easy to crush by crushing the KDZS into the cradle tray. By the way: if KDZS is not pulled out of the stove immediately after the timer ends, it may stick there. A common mistake of a beginner: I forgot to immediately pull out the CDCS, it stuck, but still did not freeze to the end. A beginner begins to pick it out with tweezers and breaks the fiber through still soft plastic ... And without noticing this, he puts the CDS in the cassette. If the CDSA is stuck in the stove, you can either pry it off with something like a ruler, or pull the fibers very tightly to the sides, pull it up, or wait until it cools down and touch it with tweezers - it will easily come off.
h) The welded cooled fiber (or the entire welded module at once) is placed in the cassette.
Laying fibers in a cassette
Laying can be done in different ways: either first put the CDC in the lodgement, and then put one and the second loop of fibers, or start with one of the fiber loops, reaching the CDC, lay the CDC and then lay the remaining fiber length. In any case, care must be taken not to damage the stacked and other fibers and to lay the fiber evenly. If the fibers were not measured and cut before welding, then after welding the fiber may lie in the cassette inaccurately or not at all. When laying, it is very important to observe the bending radii, not to allow too much bending and clamping of the fiber, since such a bend will be a source of strong signal attenuation. If somewhere you made a mistake with measuring and the fibers do not lie down normally, it is better to stick them with electrical tape, rather than stretch them on guides with strong bends.
i) After the fibers are laid, it is necessary to sign and indicate with the arrows and curly brackets which fibers go where. You can also use arrows with inscriptions to show which cable is going where, or to stick on the inside of the sleeve the tag cables with the direction designation. Similar tags, only moisture-proof, should be mounted outside the coupling / cross on the cable, these tags indicate where the cable goes, the code of the communication line, the owner and so on, at the request of the customer. It will also be a good tone to throw a copy of the wiring diagram into the coupling (although this is a controversial point: someone who gets into the coupling legally must have this circuit, and if someone delves into the coupling without a circuit, this is already abnormal).
g) After all the fibers are welded in accordance with the unbundling scheme and laid, you can (without forgetting to take a photo of the coupling, if required by the customer, and throwing a packet of silica gel in the coupling) proceed to assembly of the coupling and sealing. These operations are carried out in accordance with the coupling assembly instructions. If the cables are sealed with heat shrinks, it is important when shrinking them with an industrial hairdryer or gas burner to prevent the tube from overheating, as some heat shrink tubes tend to burst from local overheating. On some heat shrink tubes (Tyco electronics, for example), there is a green dot marking that disappears when the area is sufficiently warmed up. If the heat shrink still bursts, then in order not to redo the work from scratch, you can seat a detachable heat-shrink sleeve, known as XAGA (if available).

These cuffs come in many sizes. Some are suitable for sealing the cable gland in the coupling, others can clasp the entire coupling (if we have a coupling type MTF or MTOK A1).
Cutting off a piece of cloth, wrapping around the cable with the adhesive side inward, combining the sides and sliding the lock on them, we get essentially the usual heat shrink. With a heat gun or a burner - the adhesive melts, the cuff shrinks. But such a cuff is relatively expensive (about 2000 rubles for 1.5 meters).

Two of the three cables included in the sleeve (one of the optical ones is the lower one and the ground wire in the metal hose is the upper one) are sealed with a heat-shrink sleeve. The upper one is a little careless: the cuff is halfway off the nozzle.
If the cables are sealed in a cold way, you should pay attention to the quality of adhesion of the sealant to the cable, follow the requirements in the instructions (cable stripping with sandpaper, etc.). Leakage of the coupling is not permissible! Of particular importance is the quality of the seal for couplings installed in damp basements and wells where total flooding is possible. You should also put a bag of silica gel in the clutch (if supplied) so that the silica gel absorbs moisture from the air inside the clutch.
The assembled and sealed coupling should be carefully placed without breaking the cables, placed in a permanent place and, if necessary, fixed. If the coupling should be on a column (support), then the supply of cable is wound on a large iron cross-UPMK, which is fixed in advance to the column with steel tape.
I will try to talk about fastening cables and sleeves in the next part.
Bonus
I recently bought a student-grade microscope, the Mikromed S-11, with an optical magnification of up to 800x. Partly because I have long wanted such a toy. :) Partly because the topic of optics turned out to be interesting to readers and I decided that it would be interesting for you to look at photos of fibers under a microscope.
It’s one thing to do professional photographs from the Internet, and another thing that’s made by yourself I don’t know how anyone, but for me at first there wasn’t in the optics welding the very “bridge” between the microcosm and the macrocosm, there was nothing to “catch on” to “feel” and see the fibers. Yes, I already had the practice of soldering, yes, I knew the theory, but here "touch with my own hands", to understand - this was not enough for me. I hope these photos will give you such a "bridge".
Fix the webcam with an elastic band on the eyepiece of the microscope - a couple of trifles. :) For the sake of clarity, I took a series of photos, gradually changing focus by raising the stage, and combined the series in the A-PNG animation. Spread what happened. In the old Opera (which is on Presto) animations work, in Firefox they seem to work, in IE 9 they don’t work, I don’t know about other browsers.
Well-chopped fibers look uninteresting: we see the refraction of light in a glass cylinder, and the concept of volume is lost, so I took fibers specially broken off with tweezers, and when changing the focus point, the fiber volume is more clearly visible.
Fiber in the outside light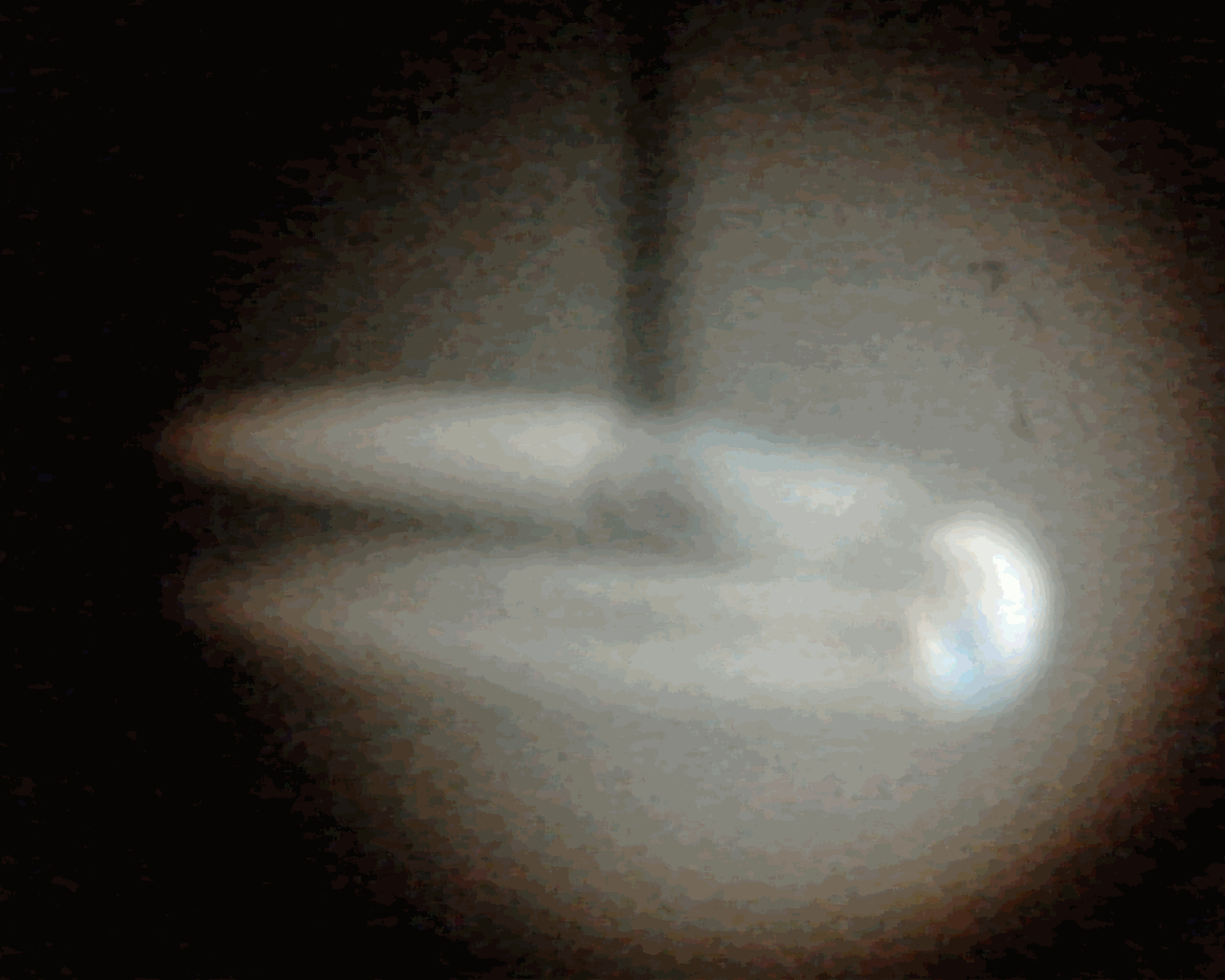
Fiber in transmitted light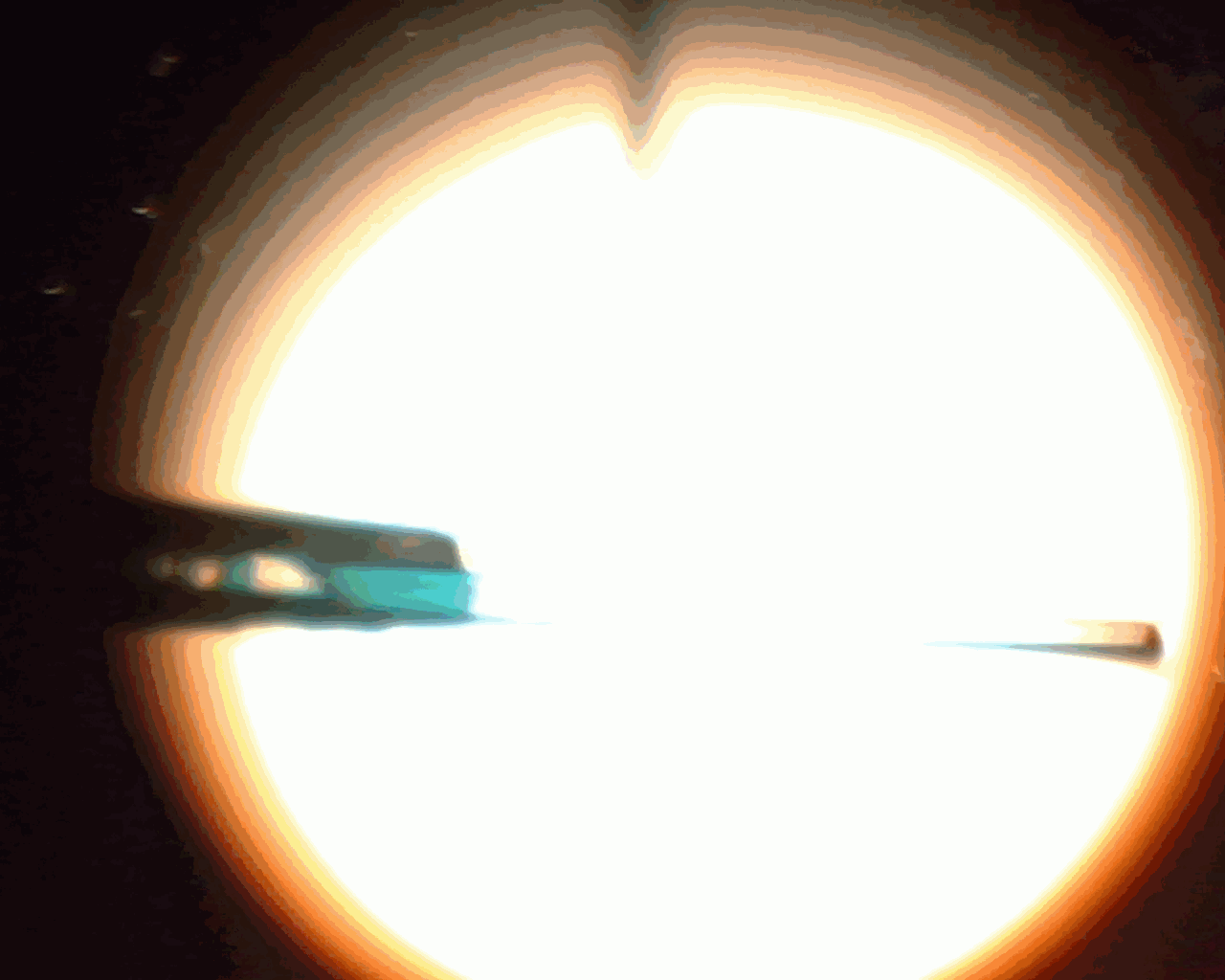
More fiber in transmitted light
Again in transmitted light. At habrastoraj did not fit the limit, if the picture becomes broken - then correct
Поперечная расплывчивая черта — это игла в окуляре, которая нужна для облегчении точного позиционирования на изучаемом объекте при смене объективов.
Торец волокна с увеличением 800х
Самая интересная и сложная в изготовлении анимация: мы видим с увеличением 800х плохо сколотый торец оптического волокна на просвет. Для создания этой анимации я взял кусочек пластилина и сколотое с одной стороны волокно. Той стороной волокна, где нет скола, я проколол пластилин, затем пинцетом отломал прошедший сквозь пластилин грязный конец волокна и положил на предметное стекло так, чтобы свет от подсветки микроскопа (светодиода) проходил сквозь волокно. Дело в том, что на увеличении 800х что-то увидеть без использования штатной подсветки не удаётся — объектив микроскопа почти лежит на исследуемом предмете и закрывает весь внешний свет.

I must say, I myself do not fully understand what we see in this last photograph. :) The fiber is single-mode. There is a bad chip on the left or the chord, or on the side that is adjacent to the glass, the edge of the fiber is dirty and the light does not pass. On the right, a sharp object is a pointer needle in the eyepiece. Even to the right - there is definitely a bad chip on the chord (in the animation, when I change focus, you can see how the focus area walks along this part of the fiber). But where do the alternating concentric circles come from - I don’t know. :) Light, obviously, passes through the glass core and through the glass shell (they are equally transparent over the length of a couple of centimeters). In theory, we should see either a uniformly bright circle (taking into account the above-described defects from dirt and chips), or in the center a separate point, or we should see something like what we would see when looking at the light in the long,
This concludes the second part of my story. In the third part I will try to write about measurements on optics, about reflectometers, and also a little touch on the topic of cable mounting. In addition, I want to show typical wiring diagrams and show how they are read. I also have a number of photographs from places of work, part of work (couplings, a tent, a table, hatches with cables, mounts, etc.), and many of them are not directly related to optics (just landscapes from the roofs, cable weaving, cellars with garbage, racks unknown to me with equipment in different LAZs and server and other). Perhaps I will issue them later as a separate add-on post.
Thanks for attention.