Softing, Star Wars ™ and Industrial Automation

1. Introduction
“... a long time ago, in a Galaxy far, far away ...” - of course, but where else to find a suitable example of an industrial automation network, if not in “one far, far Galaxy”? As a matter of fact, from this point of view, we will not be interested in such positive characters at all as, for example, the Jedi Luke Skywalker or his colleagues and Sensei, who courageously turn registered light swords into steaming minced meat (well, or metal shavings) of insidious villains and their droids associates, much less the very “negative” representatives of the “dark” side themselves, especially the person sniffing with an asthmatic whistle into a black space gas mask. In our case, the fearless adventurer comes to the fore (read - he’s still a scumbag!), A former pirate and smuggler, who later became the general of the New Republic, the brave and desperate captain of the Millennium Falcon spaceship (literally in domestic sources - the Millennium Falcon) Han Solo. As a matter of fact, in the framework of this work, one should actually pay more attention to the ship itself. More precisely - on his famous modifications, implemented with the participation of Captain Solo and his chief officer Chewbacca.
2. Object of automation: a brief overview and no less brief historical excursus
It should be recalled that the Millennium Falcon, a freight ship manufactured by the Correllian Engineering Corporation (CEC), once belonged to the smuggler Lando Calrissian and was beaten by the latter in a sabacc (who doesn’t know what cards is - not in dominoes) captain Solo. Khan had already made his first flyby of the Kessel Arc by that time and was well known in certain criminal and not so circles. The ship was rebuilt and modified several times both by Lando himself and later by Solo (in general, it’s understandable for what purpose) - and, as a result, despite all its worn and patched look, it gained fame as one of the most maneuverable and high-speed ships in The galaxy. The enumeration of all the planets and stars, not to mention the troubles and adventures that the Millennium Falcon visited
The Falcon was built around 60 BC before the Battle of Yavin at Corellia and was a typical YT-1300 class freighter of factory modification “f”. At that time, the YT-1300 model was very popular in criminal circles, since a light cargo ship usually did not arouse suspicion among law enforcement agencies. At the same time, if, nevertheless, the security corporation patrol detected smuggled goods on board, then, thanks to a sufficiently powerful engine, the YT-1300 often managed to escape from the pursuit. In addition, this, at first glance, absolutely civilian product intended for cargo and passenger transportation, “CEC”, compares favorably with its competitors by its modular design, which, after several legal (or not quite legal) modifications, reached the status of a warship with minimal investment .
Like any other object of this class, the YT-1300 would seem impossible to imagine without a high-tech integrated automation system, which should provide a solution to a wide range of tasks, including, for example, remote control and monitoring of system objects, the formation of comfortable crew working conditions, and efficient consumption life support equipment, access control to technical rooms, security and fire events and much more. Obviously, the use of a single integrated approach in solving the task of implementing a distributed process control system platform is the key to success. In contrast to the consolidation of a set of autonomous systems using equipment of different generations of several manufacturers and, accordingly, different protocols, a single and scalable platform,
Alas, the above does not apply to the YT-1300: As you know, CEC successfully competed in the galactic shipbuilding market thanks in large part to a large number of talented engineers united in the corporation's enterprises, as well as well-established commercial relations with leading companies (for example, Girodyne, Quadex, etc.), specializing for many years in the production of individual modules, starting from fragments of the case and ending with a unique IT-filling. Pilot installation of units and functional units, as well as commissioning of control subsystems were carried out in the workshops of these enterprises, and assembly of the structure, installation of components and connection to the on-board network were carried out at the main shipyard of the corporation using the same "sent" technical specialists. It is clear that, depending on the purpose and scope of a particular submodule, and also thanks to the relations between the enterprise and the manufacturer of components of automation systems developed over many years of cooperation, preference was given to a very specific technology, often not matching the choice of a corporation neighbor. The result is - what? - correctly, a typical distributed control network - well-functioning and fully functioning within the framework of the task, but, nevertheless, representing (forgive us Chewbacca!)IT Zoo .
We intentionally do not provide a detailed description of all subsystems of the YT-1300 - this, of course, is beyond the scope of this work: only a listing of the names will take several pages of text. Therefore, we restrict ourselves to a few conditional examples on a generalized block diagram corresponding to a typical distributed control network of an industrial automation system, characteristic not only of the object in question, but also of a number of enterprises, organizations and companies. Recall that such networks usually represent a hierarchical structure consisting of three levels. The first, lower level - Device Level - is traditionally referred to as FieldBus. The main purpose of this level is to provide real-time information exchange between field devices (sensors, meters, actuators) and higher-level devices - programmable logic controllers (PLCs). The data transfer rate is usually hundreds of Kbps, but depending on the technology selected, it can reach more than 10 Mbps. At the same time, taking into account the requirements for real-time implementation, the cycle time should not exceed 10 ms. That is why specialized protocols are used at the lower level of the network: for example, Profibus, CAN, Foundation FieldBus, etc. The next level of the industrial automation network Control Level is the control level. At this level there are PLCs, SCADA technological automated dispatch control systems, distributed DCS control systems and control systems developed on their basis. The typical cycle time at this level should not exceed 100 ms, however, modern systems in some cases impose more stringent requirements, reducing the value of this parameter by two or more times - up to 50 ms or less. The interaction between the lower level and the network control level is carried out using a parallel or serial switching circuit. In the first case, each individual PLC port is connected to a separate transmitter of the sensor or mechanism using an appropriate guide system (copper wire, optical fiber). This scheme requires the installation of a large number of physical lines, which significantly increases the amount of work during the installation of the network and greatly complicates its operation. Therefore, the vast majority of networks of the lower level of industrial automation systems use a serial switching scheme to interact with the control level. Such a scheme operates on the basis of a serial data exchange channel implemented using the topology of a common bus, ring, star. Finally, the Corporate Level forms a top-level network, which is the basis for building control systems with a distributed scheme of organization of computing processes. In fact, Ethernet is currently dominating at this level. Systems that comply with the IEEE 802.3ae (10 GbE) standard are being actively introduced. The IEEE 802.3ba standard is under development, which supports two data transfer speeds of 40 and 100 Gb / s. Scope 40GbE - data transfer between high-performance server clusters of a storage area network (SAN - Storage Area Networks). In turn, 100GbE is supposed to be used on the backbone switching nodes,
To describe the basic distributed control network of the automation system YT-1300, which, as mentioned above, uses several specialized protocols of lower-level networks, it is proposed to distinguish four conditional groups of systems. Each group includes a set of subsystems, conditionally implemented using one or another fieldbus protocol, the correspondence between which is summarized in table. 1.
Tab. 1.

First, consider group “1” of infrastructure management and life support systems (Fig. 1).
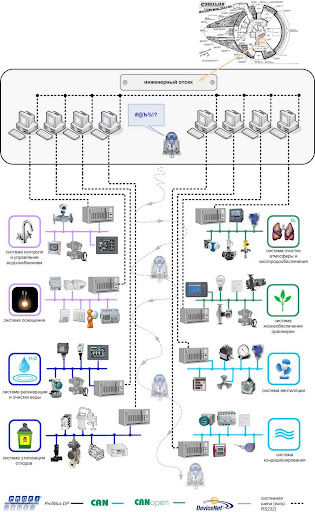
Assume that the control subsystems of the infrastructure segments of the object included in group “1”, in the basic configuration of the YT-1300, are intended to be combined into a common low-speed top-level network (for example, based on the RS232 system protocol). Each of them is built on the basis of an industrial computer and a corresponding PLC, the processor module of which provides logical and technological control functions, and the PLC software (PO) - sequential control of the system's executive elements in accordance with a given operating mode. The programming of the controller is carried out using a software package installed on a computer (PC), which can be connected to the PLC through the appropriate interface (for example, RS232). Monitoring the functioning of the system is performed by the operator according to the results of data analysis, displayed on PC monitors of engineering (operator) stations centrally located in the technical room (in this case, according to the drawings YT-1300, regulated by “CEC” - in the engineering compartment). Similarly, data can also be taken by personnel directly from the operator panel (in this case, this routine position of a "crawler" can be assigned to one of the cheerful cheer droids, for example, the famous R2-D2). Process control is carried out both remotely using a PC engineering station, and from the operator’s console. Similarly, data can also be taken by personnel directly from the operator panel (in this case, this routine position of a "crawler" can be assigned to one of the cheerful cheer droids, for example, the famous R2-D2). Process control is carried out both remotely using a PC engineering station, and from the operator’s console. Similarly, data can also be taken by personnel directly from the operator panel (in this case, this routine position of a "crawler" can be assigned to one of the cheerful cheer droids, for example, the famous R2-D2). Process control is carried out both remotely using a PC engineering station, and from the operator’s console.
Unfortunately, you need to stop. There is too much material, it does not fit into the framework of one post. The full article is here .
The authors:
- Idea and implementation: Burdin Anton
- A few ideas and hot discussion: Shopin
- Consultant: Sidorov Artem
PS Yes, but what does Softing have to do with it, you ask. Thanks for the question! About this in the article.
PPS The authors did not smoke grass; please do not contact us regarding the acquisition.