Modern production management methodologies
Introduction
Our team is engaged in the automation of several plants and, of course, new machines and information systems greatly affect the work of people and their interaction. In this article, I decided to understand the basic methodologies of production management in factories. A review of the methodologies is made with an emphasis on concepts that I have personally dealt with.
In the 20th century, the production management methodology, called “Fordism”, dominated by its founder, Henry Ford, dominated. Fordism is a model for the mass production of standardized goods on assembly lines using low-skilled workers engaged in simple operations and combined in large factories. Such production has a “economies of scale” and is characterized by the low cost per unit of output available to the mass consumer. One of the main tenets of Fordism: “It is more profitable to produce large batches of products than small ones”, firmly rooted in the minds of managers of the XX century.
In my opinion, now the time has come when only giants can produce large batches of products, and the bulk of small and medium-sized plants should be flexible, producing small batches of products to the needs of their customers.
The birth of new methodologies
Since the second half of the 20th century (after the Second World War), many attempts have been made to modify the Fordist model. In particular, Toyota plants began to experiment in the 1950s, adapting American concepts of mass production to the realities of Japan's post-war industry. Then the fastening system of the pressing tool was redone to make its replacement faster. Then there were other innovative solutions and discoveries that eventually developed into a new methodology - Lean Manufacturing (LM) - Lean Manufacturing.
In the 80s and 90s, a whole zoo of methodologies and paradigms for production management appeared, among which I will focus on two: Quick Response Manufacturing (QRM) - Quick Response Production and Agile Manufacturing (AM) - Active Production. Modern, more flexible methodologies than Fordism are often combined with the term “postfordism”.
The most important differences between Fordism and Postfordism are that Fordism is based on the product and large volumes of production, new methodologies are customer-oriented and the possibility of producing small batches due to the flexible readjustment of equipment.
In postfordism, the workforce acts as a bearer of competence and a source of development, works as a team, unlike Fordism, where people are hired in separate places. In Fordism, a certain level of marriage is allowed, while new concepts imply absolute quality. And for the sake of its achievement, innovations can be made not only by specialists, but also by all production workers.
Below is a table of the main differences between the Fordist and post-Fordist industrial production concepts [1].
| Sign | Fordism | Postfordism |
|---|---|---|
| Basic orientation | Product | Client |
| Unit cost reduction | Due to volumes | Due to quick changeover of equipment |
| Employee | Labor force (Narrow, low skilled workers) | Bearer of competencies (development vector, multifunctional specialists) |
| Organizational form | Separate jobs | Teamwork |
| Relationship to marriage | Allowable Level | Absolute quality |
| Innovation is being implemented | By specialists | All staff |
Now more about each of the new methodologies under consideration.
Lean Manufacturing (LM)
LM's goal is to produce products with a constant decrease in people's efforts, with less equipment use, as quickly as possible, in a minimum space and at the same time do what the customer expects to buy. This concept was born in post-war Japan, while the country's industry lacked everything: in resources, materials, equipment, personnel, and could not count on state assistance. Japan mobilized its forces and began to rationally use any resources, while being in the process of searching, identifying and eliminating losses of any scale.
Marriage was one of the biggest losses, and therefore a lot of effort was spent to prevent it. In Toyota, a rule appeared - marriage is not permissible in principle. Taiichi Ono (1912-1990), one of the founders of the Toyota production system, identified 7 types of losses:
- loss due to overproduction ;;
- loss of time due to waiting;
- loss due to unnecessary transportation;
- losses due to unnecessary processing steps;
- losses due to excess stocks;
- losses due to unnecessary movements;
- losses due to the release of defective products.
Later, the types of losses were added:
- unrealized creative potential of employees.
- overload of workers, employees or facilities when working with increased intensity.
In LM, the elimination of losses and the optimization of production processes are carried out not from case to case, but become a constant business. Improvement is carried out by all employees, and not just highly qualified specialists. Directly associated with LM is the discovery that reducing equipment conversion times and increasing production flexibility allow you to quickly create small batches of goods and compete with the large-scale production of similar products.
Subsequently, as part of the lean manufacturing concept, many elements were identified, each of which is a specific method: Single Product Flow , Kanban , General Equipment Care , 5S System , quick changeover(SMED), Kaizen , Protecting Against the Fool .
Some methods themselves claim the status of an independent production methodology.
Today, the LM concept is used in thousands of manufacturing companies, and even in organizations not related to the industry at all. Here is a pretty impressive list of companies using LM in Russia (Fig. 1). I

must say that Lean Manufacturing is associated with many methodologies that appeared at the end of the 20th century, in particular with
- Six Sigma, aimed at reducing process variability and stabilizing product performance.
- Total Quality Management (TQM) is an organization-wide method for continuously improving the quality of all organizational processes. TQM was popular in the late 80s and early 90s, but later yielded to ISO 9000, Lean Manufacturing and Six Sigma.
These three methodologies contain many similar tools and techniques, as well as a similar philosophy.
Quick Response Manufacturing (QRM)
The origin of lean manufacturing is associated with Toyota, a feature of which is the constant large volumes of manufactured products. However, over the past few years there has been a rapid increase in the number of functions offered by manufacturers to their customers, this is due in particular to:
- By the development of CAD / CAM (computer-aided design and production systems), which allows companies to develop “for the client” and then produce products without incurring high additional costs.
- The development of the Internet, which allows the buyer / customer to easily evaluate a huge number of functions and make their choice.
These development trends give reason to believe that in the 21st century there will be a growing demand for small in volume and extremely diverse products with the features that customers / buyers themselves wish. On this basis, the QRM methodology appeared, which was formed by the American mathematician Rajan Suri and described in detail in his monograph published in 1998.
So, quick response manufacturing (QRM) is a strategy used by companies to reduce lead time that spans the entire enterprise. The goal of QRM is to reduce lead time due to all company operations, both internal and external.
Why the speed of order fulfillment is a fundamental concept of QRM is perfectly illustrated by a simple example (Fig. 2). The data on the chart is taken from the real performance of Midwest. Blue color shows the real time of order execution (when someone does the work), white - total time of the order.
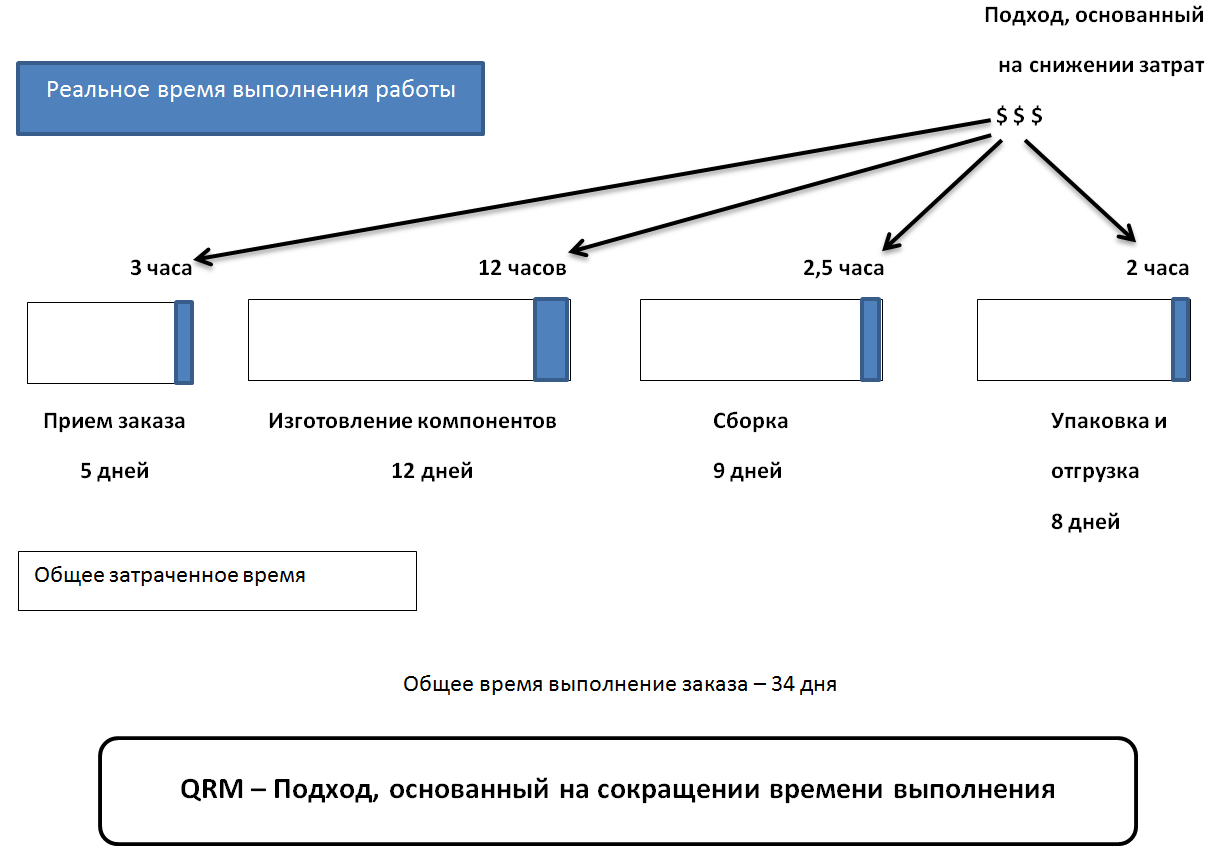
A regular order is 5 days in the order acceptance department, before it is sent to production, then it takes 12 days to make the components, 9 days to assemble and 8 days for the already completed order to be packed and sent to the customer. As a result, it takes 34 days to complete the order (white color). If we add up the gray areas, we get 19.5 hours, i.e. less than 3 days with an eight-hour working day. The rest of the time is when no one is engaged in this work. According to Suri, this ratio is not random, in many production projects the real time of operation is less than 5% of the lead time.
Lean manufacturing and other similar methodologies based on cost reduction aimed at reducing real-time work, QRM is focused on reducing the entire lead time.
Reducing the entire lead time potentially has a much greater effect, since it is downtime between actual work on the order that takes up most of the time. Reducing the lead time, as a rule, lowers the cost of the product, improves its quality and makes the whole company more competitive [2].
The common denominator of QRM is called the Manufacturing Critical-Path Time (CPP) - a calendar time that starts when the customer makes an order that goes along the critical path and ends when the first product of this order is delivered to the customer. The key idea of the PPC is to compare the amount of “gray time” spent on real operations with the general PPC indicator.
The phrase “passing along the critical path” means that when calculating the checkpoint you must make the assumption that all activities are carried out from scratch, there are no pre-created blanks, there are queues, expectations and delays in operations.
Throughout the book [2] Suri shows the enormous losses of the enterprise as a result of a long checkpoint, and also describes tools to reduce the checkpoint.
Basic concepts of QRM:
- A business built while working “for the warehouse” (when, in order to fulfill orders faster, the main product range is made in advance and put into the warehouse), due to planning errors and variability in demand, it leads to an increase in checkpoints, and as a result, the company cannot respond quickly to customer needs. If it is greatly simplified, it is better to invest in machines and standardly quick implementation of orders than in warehouses.
- Transition from functional workshops to QRM cells. A cell is a set of independent (separated from the rest of the company) multifunctional resources (people and machines) that are combined with each other. A QRM cell is aimed at performing all types of work around a specific market segment (for example, a specific type of product). In the philosophy of the QRM cell, one can trace some analogy with the Scrum team.
- Have in stock power up to 20% for the most commonly used equipment. This is necessary to prevent “traffic jams”, reduces transmission and makes the company more prepared for variability in demand.
- Search for unproductive time from the workshop level to enterprise management, marketing and logistics services. As practice shows, most of the time is wasted in offices, not in production.
- Orientation of employees of all departments to a single goal - reducing time costs. The important thing is that not only the time for certain procedures is taken into account, but also the total time from the order to its shipment to the client. The single goal that the workers strive for, and hence the uniform parameters for evaluating work to achieve it, rallies the team of workers.
Unfortunately I did not find normal examples of QRM implementation in Russia, there is information about the application at the Chelyabinsk compressor plant and several other enterprises, but in general there is very little data on Russia. I think that the time of QRM in Russia will come.
Everyone knows that time is money, but in fact time is much more money than most managers think! (Chuck Gates, company president).
Active Production (Agile Manufacturing, AM)
In 2012, my company went bankrupt, the company employed only ten people, we made custom-made information systems. There were times when orders were not enough to work for all programmers, however, everyone had to pay a salary. Then I was interested in the idea of a new company management methodology that allows you to easily expand and narrow depending on the number of orders, and in the more general case, quickly reconfigure labor and material resources.
Later we built a new company (after I paid all the debts!), And the principles that formed the basis of the company were very close to Agile Manufacturing (hereinafter AM). AM is in the process of formation, so far it’s not a methodology, and there is little set of principles, literature and information on the Internet, however, I think that the ideas of AM will be interesting and useful to the audience of the habr
Today, one of the main problems for industrial companies is the problem of uncertainty and rapid changes in the business environment. AM is a company management strategy whose goal is to make a manufacturing company more resilient to crises, changes in demand and other unpredictable changes. The president of Honda Corporation, in an interview with Business Week magazine, said about this: “We must become very flexible in order to quickly respond to an unpredictable future. The age of agility (active production) has already arrived. ”
AM companies have the ability to quickly reconfigure labor and material resources so as not to miss the opportunity to earn money and avoid troubles. The main advantage of the AM concept is the ability to quickly adapt to a changing situation and work in conditions of uncertainty in the market. AM is suitable for industries where the level of uncertainty is high (e.g. IT, consumer electronics).
- Continuous readiness for change and the answer to them using scenario strategies. ScenarioA scenario is a rational method for presenting likely future options in which decisions made by an organization can be implemented. The scenario is not a forecast, that is, a description of the relatively predictable development of the present. Nor is he a vision — a desired future. A script is a carefully thought-out answer to the question: “What will happen presumably?” Or: “What will happen if ...?”. The scenario differs from both the forecast and the vision, which tend to hide risks. The scenario, on the contrary, makes it possible to manage risks. The presence of action scenarios designed for the most likely situations a company may be in, and well-established mechanisms for their implementation, allow companies to quickly and with minimal costs respond to changes in the business environment. More on scenario strategieshere.
- As many intellectual resources as possible and as little material as possible.
- Permanent core team of cross-functional professionals. A group of specialists on projects on a contractual basis, as well as the transfer of non-core work to outsource. The staff is not inflated, and the people who make up the core of the company are on fire.
- The following are the principles AM focuses on to help companies stay afloat with market volatility:
- An extensive network of partner organizations (with duplicating and complementary competencies) and suppliers.
- Organization of work: design — team, minimal hierarchy.
Thus, special attention is paid to companies like AM to minimize losses from possible, unexpected negative changes, such as the loss of contracts or the market for the manufactured product. At the same time, a multidisciplinary, rapidly expanding, team and extensive partner network
create the prerequisites for quickly responding to unexpected opportunities.
Comparison of methodologies and conclusion
The three reviewed methodologies differ primarily in their strategic orientation. LM aims to create more with minimal resources. In other words, LM constantly identifies losses of any plan and eliminates them. QRM is aimed at the only goal - reducing the time of the production cycle from receipt of the application to delivery of the product to the customer. AM's main goal is to improve the ability to work in conditions of uncertainty and market volatility.
The choice of a particular methodology depends on the volume of production, as well as on the industry in which the company operates. If the production is mass, then the main task as a rule is to minimize costs i.e.- LM. Companies creating small batches of the product should be able to complete orders quickly, so it’s more interesting to focus on QRM. Those who work with individual orders can choose AM.
If we talk about innovation, then it is much easier for AM companies, and LM is the hardest. After all, the main advantage of AM production is the ability to work in an ever-changing field, dealing with individual problems. QRM is in the middle.
The table below shows the main differences between LM, QRM, AM [2].
| Factor | Lean Manufacturing (LM) | Quick Response Manufacturing (QRM) | Active Production (Agile Manufacturing, AM) |
|---|---|---|---|
| Strategic benchmark | Cost reduction | Order completion speed | Effective action in high uncertainty |
| Type of production | Large serial and mass | Medium and Small Series | Small batch and individualized |
| Product and service customization level | Low to medium | Medium - High | Tall |
| Resource utilization level | 100% | 80% | > 100% (using multiple third-party resources) |
| Innovation potential | Low to medium | Medium - High | Tall |
Automation of factories is now in demand, and we regularly visit different types of factories, discussing cooperation options with customers. If you look at Russian manufacturing companies through the prism of the above methodologies, I can distinguish 4 types of plants:
- Factories working the old fashioned way. The machines are old, the salaries are scanty, people are doing the same job as robots, because the authorities do not want or cannot invest in new equipment. Echoes of Fordism, so to speak, such companies, as a rule, have a very narrow range of simple products (for example, egg containers). Nevertheless, since these companies have been on the market for a long time without state assistance, they are profitable.
- Small and medium modern production companies. Such companies are equipped with modern equipment, regularly improve processes, produce many products of the same type (for example, barrels or bread). Among such factories there are both branches of Western and domestic enterprises. Their methodology is often LM or parts thereof.
- Small innovative manufacturing enterprises. They work with piece orders or in small batches, often releasing highly specialized technological things (for example, crane cabs). Without knowing it, these companies are close in principle to AM.
- Plants with state order. Well, here you yourself understand, maybe anything in any combination.
By the way, I am very surprised that at the factories that I had to visit, people practically do not use or do not know at all about the existence of project and task management services. Instead, plan in Excel, on paper, and in emails. When you show the usual task trackers, often people start to rejoice, and at small manufacturing companies they start to conduct their projects using services (for example, Bitrix24 or Zoho Projects).
List of references
- Management in Russia and abroad No. 6 '2013. Luzin A.E., Babanova Yu.V. Postfordism is the three key manufacturing paradigms of the new century.
This article served as a starting point for my analysis of production methodologies. - Rajan Suri. Time is money. Competitive advantage of responsive manufacturing.
An excellent, very deep QRM book, I recommend it to everyone who is involved in production or organizes work in large companies. - Edwards Deming. Way out of the crisis. A new paradigm for managing people, systems and processes.
Founding Book on TQM - Woomek James P., Jones Daniel T. Lean Manufacturing. How to get rid of losses and prosper your company, 2011.
The Founding Book on LM