Printing 3D printer miniature parts from ABS or PLA plastic
Good day everyone ! With you 3Dtool company . Today we will get some experience from our white bathrobes and share it with you. Maybe someone already practices such tricks, but maybe someone will be useful.
Once the task was set to print on a 3D printer Hercules Strong 17 a car disk with a diameter of 9.5 mm , a nozzle with a diameter of 0.3 mm , ABS and PLA plastic .
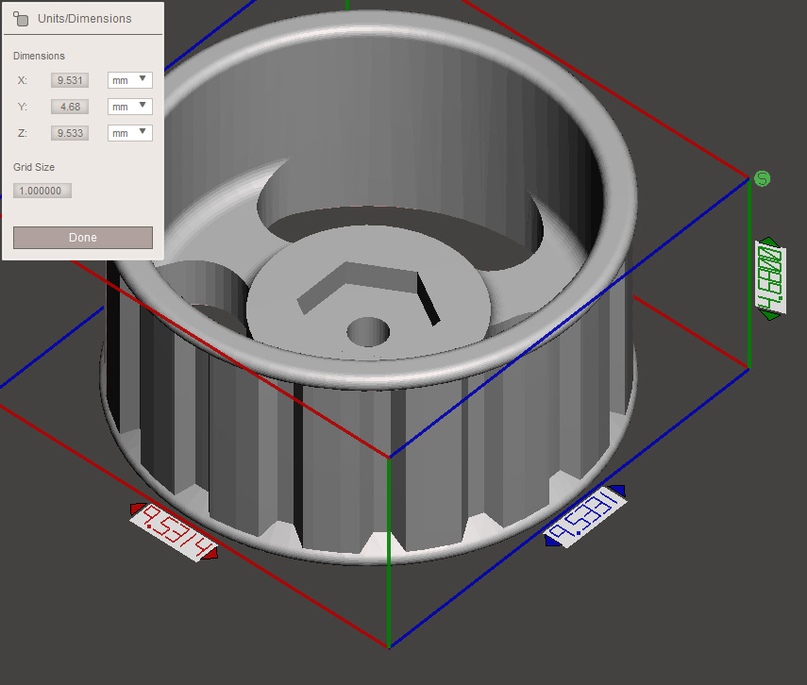
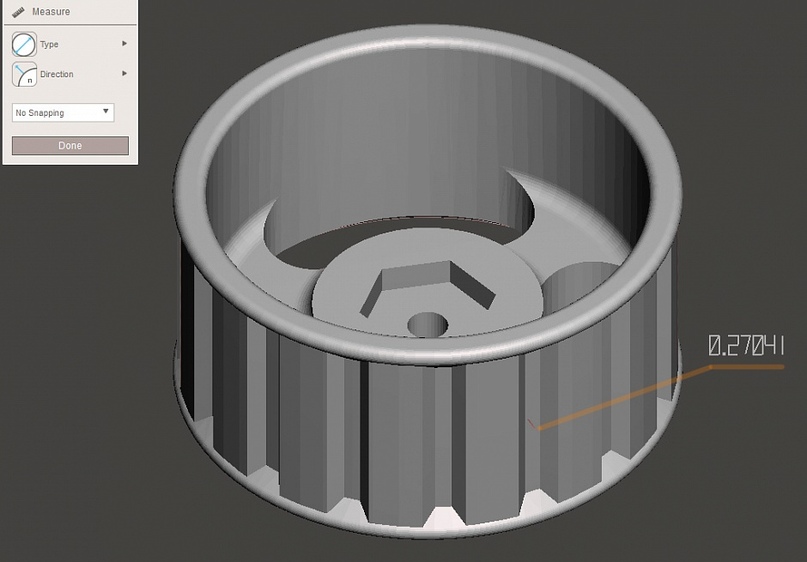
What is there to think, we quickly scaled the existing wheel already popular, rained Amsterdam and got a very unexpected option. The wall thickness turned out 0.27041 mm, and it is slightly smaller than the diameter of the nozzle, which is installed on the printer, so ... "Oops."
It was decided that simply changing the nozzle to 0.2 is for wimps.
If we calculate the code at the standard settings for a nozzle with a diameter of 0.3 mm , we get the following result - Slic3r in the focus does not notice walls whose thickness is less than the extrusion width — holes are obtained.
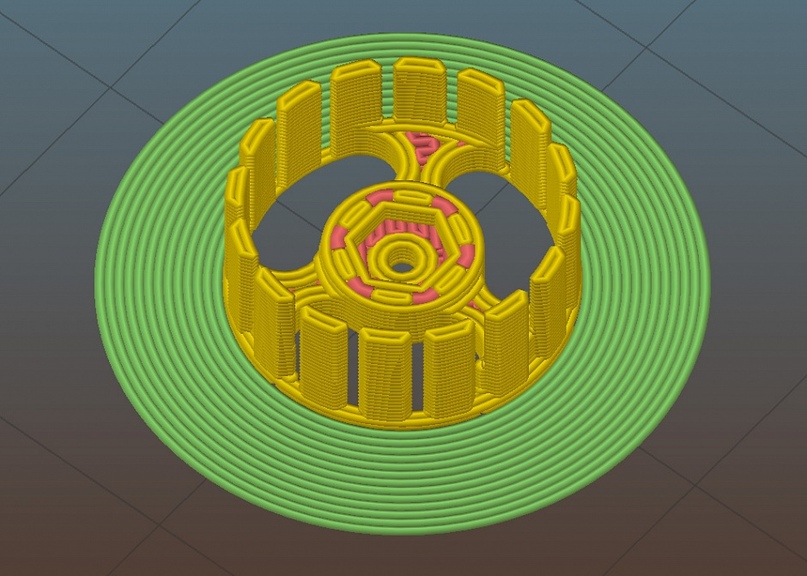
As normal specialists, the first thing that comes to mind is to change the extrusion width. Change to 0.2 mm .
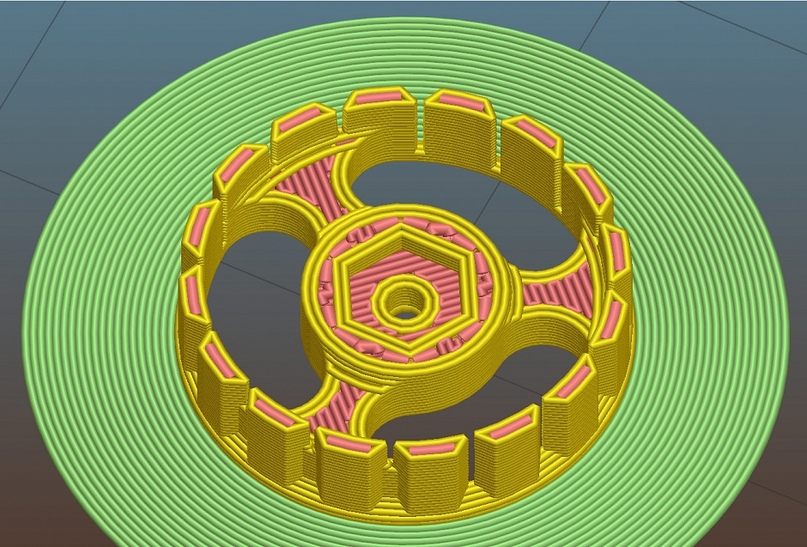
It is said yes, a pound of worthlessness, a gram of result. And then the crime begins: we change the extrusion width on the perimeters by 0.17 mm .
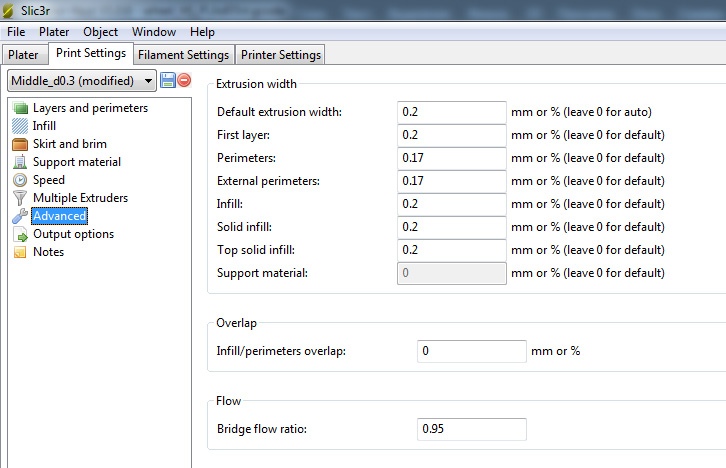
Slic3r (as a law-abiding small) laid along one perimeter on both sides of the wall where there were voids. Overlap
parameterdisable. Activation of this parameter allows the perimeters and pouring more densely soldered between each other, due to the fact that Slic3r adds plastic to the extrusion width value (depending on the value that is set in the overlap ). We already have everything tight on the perimeters + 50 micron layer , if you activate overlap , you will get overflows.

Temperature
During the printing of such trifles, the extruder is always above the part. The low extrusion width does not allow to increase the speed more than 15-20 mm / sin order to avoid extrusion breakage and “cheese holes”. Therefore, it is likely to overheat the part. No one wants to scrape off the table illiquid. Therefore, we reduce the temperature of the extruder to 185-190 degrees (PLA BF), the blower is set at 80% power.
For abs . Reduce the temperature to 210 degrees , turn on the airflow at 5% .
Result
It would be naive to tell, and you believe in all the above stories, without showing the printed details. Let's look at the result.


Once the task was set to print on a 3D printer Hercules Strong 17 a car disk with a diameter of 9.5 mm , a nozzle with a diameter of 0.3 mm , ABS and PLA plastic .
What is there to think, we quickly scaled the existing wheel already popular, rained Amsterdam and got a very unexpected option. The wall thickness turned out 0.27041 mm, and it is slightly smaller than the diameter of the nozzle, which is installed on the printer, so ... "Oops."
It was decided that simply changing the nozzle to 0.2 is for wimps.
If we calculate the code at the standard settings for a nozzle with a diameter of 0.3 mm , we get the following result - Slic3r in the focus does not notice walls whose thickness is less than the extrusion width — holes are obtained.
As normal specialists, the first thing that comes to mind is to change the extrusion width. Change to 0.2 mm .
It is said yes, a pound of worthlessness, a gram of result. And then the crime begins: we change the extrusion width on the perimeters by 0.17 mm .
Slic3r (as a law-abiding small) laid along one perimeter on both sides of the wall where there were voids. Overlap
parameterdisable. Activation of this parameter allows the perimeters and pouring more densely soldered between each other, due to the fact that Slic3r adds plastic to the extrusion width value (depending on the value that is set in the overlap ). We already have everything tight on the perimeters + 50 micron layer , if you activate overlap , you will get overflows.
Temperature
During the printing of such trifles, the extruder is always above the part. The low extrusion width does not allow to increase the speed more than 15-20 mm / sin order to avoid extrusion breakage and “cheese holes”. Therefore, it is likely to overheat the part. No one wants to scrape off the table illiquid. Therefore, we reduce the temperature of the extruder to 185-190 degrees (PLA BF), the blower is set at 80% power.
For abs . Reduce the temperature to 210 degrees , turn on the airflow at 5% .
Result
It would be naive to tell, and you believe in all the above stories, without showing the printed details. Let's look at the result.