About simple things, complicated. A letter from a chemist to a 3D printer. Solvents for plastics and protection against them
- Tutorial
DIY is dedicated ...
One of the most frequently asked questions in my consultationpractice are issues related to the dissolution / gluing of plastics using various organic solvents. Recently, there has been a real surge of interest in the chemistry of high molecular weight compounds associated with the advent of affordable 3D printers and the need to navigate in their “ink” (ie, polymer filament yarns). Once again I’m convinced that not one, even the most advanced “science museum” with a spectacular show can make an IT person interested in plastics as much as his own 3D printer. So, reader, if you ever had to think about how to glue plastic that the default superglue did not glue, if you were in doubt about dissolving the supports of the freshly printed part, and it's just interesting how you can wash the glue from the store price tag on a gift - please cat. I also highly recommend bookmarking the page not only for those who often glues plastics, but also for those who often have to work with various solvents / thinners. Done for yourself - donated to Habr!

As I wrote a couple of times in the comments to my articles, recently I have occasionally had the idea of making myself an “exhibition” stand where plastic samples would be presented. Just because almost every second question of the chemical sense sounds like “what kind of plastic is it.” What this says, suggests that the capabilities of 3D printing have attracted such public attention to plastics, polymers, etc. which hundreds of online science-educators could not have done. Well, in general, looking at these trends, we can safely say that the future, the future is not so much for metals, but for composites and new types of polymers. So, the one who today is thinking about choosing a chemical specialty - consider this option. Therefore, once again, your humble servant decided to make his modest contribution and talk about what I constantly have to deal with. Today we read about solvents for plastics and the features of working with them. For a start - a small theoretical introduction.
It would not work out in a nutshell about the dissolution of polymers with all desire, because the topic is voluminous and ambiguous (you could even say “pull on a university course”, hello to you, Leonid Petrovich Krul , I am repaying the debt for the 8th according to the Navy). A good (read educational) review for people with a fairly high level of technical (chemists and engineers) literacy can be found here . The dissolution process will be discussed below, in the meantime a few words about the choice of solvent (or why something dissolves plastic, but something does not).
In general, the selection of a suitable solvent is carried out by two methods:
1. Using the Hildebrand solubility parameters. This calculation is used if the polymer (p) and solvent (s) have the same polar and hydrogen bonding parameter, then the following simple rule works:
| δ s - δ p | ≤ 3.6 MPa 1/2
As an example, I will give the Hildebrand parameters for some polymers:

Those who want to test themselves can at their leisure calculate solubility :). You can and should look for constants in this book. It is important to note that the Hildebrand parameters are useful only for non-polar and weakly polar mixtures in the absence of hydrogen bonds (dipole moment <2 D (Debye). For other cases, method 2 is used.
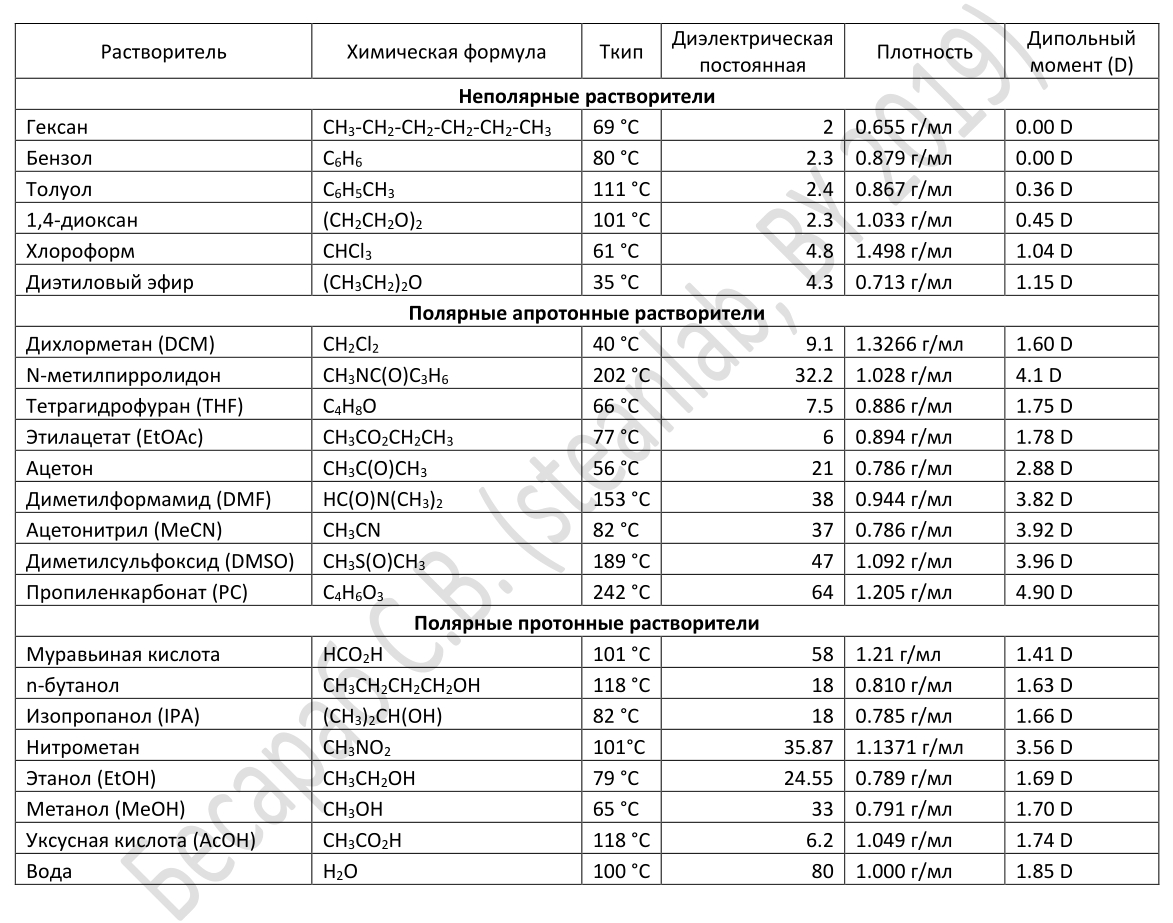
Note: for those who traditionally “knew, but forgot,” I remind you that according to IUPAC standards (what kind of they are - look in the article about the periodic table) solvents are qualitatively grouped into nonpolar, polar aprotic and polar protic solvents, for separation into groups of which their dielectric constant is often used. Most often, the protic solvent is a solvent that has a hydrogen atom bonded to oxygen (as in the hydroxyl group), nitrogen (as in the amino group), or fluorine (as in hydrogen fluoride). In general, any solvent that contains mobile H + is called a proton solvent. Molecules of such solvents easily give protons (H + ) to other reagents. Conversely, aprotic solvents cannot give protons, since H +do not contain. They usually have high dielectric constant and high polarity. The picture below shows examples of common solvents, broken down into classes.
We return to the selection of solvent. As I already wrote, if Hilderbrant did not fit, we use Hansen.
2. Using the Hansen solubility parameters, for each solute, an approximate spherical "volume" of solubility with a radius of R. can be made. Only solvents that have Hansen solubility parameters in this volume can dissolve this polymer:
[4 (δ d2 - δ d1 ) 2 + (δ p2 - δ p1 ) 2 + (δ h2 - δ h1 ) 2 ] 1/2 ≤ R
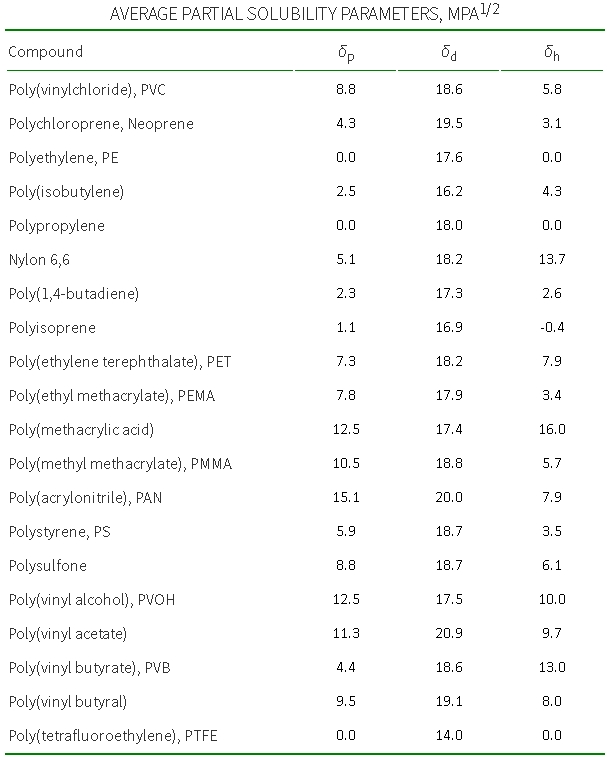
The radius of interaction R depends on the type of polymer. R values are usually in the range of 4 to 15 MPa1/2 . The Hansen parameters needed to calculate the solubility of his system can be found in this book . For clarity, the picture below shows the Hansen parameters (by analogy with Hilderbrant) for some commonly used polymers.
If suddenly someone really needs to conduct targeted screening of the solvent for their polymer according to the Hansen method, I recommend paying attention to the HSPiP program , which copes with this task perfectly. Click here for an overview and job description.
In general, the following can be said. First, the "golden rule of dissolution" - like dissolve in like- also works for polymers. Those. compounds with similar chemical structures are more prone to dissolution than compounds with different structures. Secondly, the higher the molecular weight of the polymer, the closer should be the solubility parameter of the solvent and the polymer to dissolve the polymer in the solvent. For linear and branched polymers, the graph of solubility versus solubility parameter for a number of solvents reaches a maximum when the solubility parameters (Hansen / Hilderbrandt) of the solute and the solvent coincide. In the case of a crosslinked polymer, the swelling volume, that is, the absorption of the solvent, will reach a maximum when the solubility parameters of the solvent coincide with the parameters of the polymer. Thirdly, the solubility parameters of polymers do not change much with temperature,
Okay, I hope the reader isn’t very tired. I hasten to move from theory to practice.
Traditionally, in case you suddenly need to splic together several pieces of plastic, various methods are used. Some of them are shown in the picture:

In industry, either physical-based welding (such as ultrasound or laser) or mechanical bonding is often used. Adhesion bonding methods (adhesives, melts or polymer solutions) are much less commonly used. Such methods are used when assembling plastic display cases in stores, gluing various aquariums, wardrobe cases and covers. But the most likely popular user of this method is DIY-ery, or, in our opinion, a do-it-yourselfer. Ever since the days of the USSR, inventors and simple-handed citizens of all stripes have glued the bodies of their crafts from plexiglass and dichloroethane. With the advent of affordable 3D printers into our lives, polymer solutions received a second life in the form of supports that are created during printing and which need to be removed somehow in the finished product. It’s not always possible (and advisable) to do it mechanically,
Note : speaking for myself, despite the opportunity to print the model on a 3D printer, I still glue plexiglass in the old fashioned way when you need to make a box or something similar (without Bezier curves). On the KDPV, by the way, just an example of such a “momentary! things ”, which whipped up glued with a red solution of plexiglass (PMMA) from a cone.
So, chemical plastic welding is the process of combining plastic surfaces softened with a solvent. The solvent temporarily transfers the polymer to a “rarefied” state at room temperature. When this happens, the polymer chains can move freely in the liquid and can mix with other similar dissolved chains. After some time, the solvent due to diffusion and evaporation will penetrate through the polymer and migrate into the environment, and the polymer chains will become denser (~ packed) and lose their mobility. A frozen ball of entangled polymer chains - this is the weld seam with this type of welding. Graphically, the mechanism of the plastic dissolution process is shown in the picture below:

Typically, normal dissolution includes the step of solvent penetration, the step of swelling the polymer, and the step of diffusing the polymer into the solvent. Initially, the vitrified polymer contains many microchannels and molecular-sized holes (pertaining to the so-called infiltration layer).
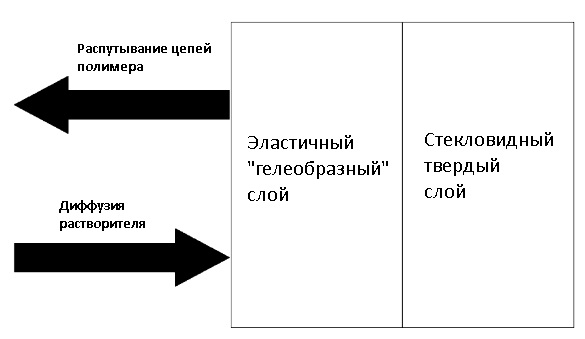
Upon contact with the solvent, the latter fills these channels and holes and starts the diffusion process (new channels are not formed at the same time). Schematically, such a surface layer of a soluble polymer looks like this (roughly speaking, “glue” = gel-like mass, which is in the middle between the solid polymer and the liquid solvent):

With the mechanism, I hope, more or less clear, it is time to move on to the specifics of "what and what." In the theoretical part, I briefly tried to explain how the process of screening a solvent for a particular type of polymer occurs. Those. There is no universal and comprehensive table for dissolving polymers yet.
But this topic is relevant. Confirmation is the fact that quite often on the pages of various thematic resources (DIY, 3D, amateur radio, etc.), with a noticeable frequency, questions like “how to handle” / “how to glue” / “how to dissolve” this or that type of plastic appear . It is interesting that in most cases, the answers are given by people with polymer chemistry (IUDs) who are familiar, apparently, rather weakly. As a result, there is even more confusion and "scope for creativity" of all kinds of amateurs, sellers and other obscurantists. Traditionally, innocent users lose money and time. So, we look at the table below and we wind on a mustache.

The dark square in the table at the intersection of the lines “polymer” - “solvent” indicates that chemical welding using these components seems to be possible. Note : the square at the intersection of “ABS” - “acetone” - with the letter H , because it was the habr community that convinced me that ABS glues mainly with acetone (I dissolved ABS in acetone, but then nothing was glued with this solution, for crumbled).
If, as a rule, there are no problems with the availability of plastic, then quite often there is a problem with the presence of the right solvent. Each is twisted to the best of their abilities - someone just orders the necessary solvents, someone searches for them at the flea market, but someone tries to pick up what is sold in stores using the empirical method. Under the spoiler, if anything, the composition of commercially available solvents for varnishes and paints (taken from chemister ).
Note: I ’ll add a few words about polymers that did not appear in the table. Of course, this is a favorite "folk" filament - PLA , which is most soluble in polar aprotic solvents : pyridine, N-methylpyrrolidone, ethyl acetate, propylene carbonate, dioxalan, dioxane, dichloromethane, chloroform, acetone (?? - depends on the manufacturer of the PLA filament and contained inside the "additives", the same is true for other polymers), nitrobenzene, acetonitrile, dimethylacetamide, etc. The promising 3D polymer PEEK (aka polyetherketone) dissolves remarkablyin 4-chlorophenol (a more stringent option is a mixture of 80% chloroform and 20% dichloroacetic acid). Chlorophenols (not only 4- but also 2-chlorophenol) can also be dissolved in the widespread and beloved PET . At the request of readers, I will mention a fairly new polymer of the PET series, the so-called PETG (polyethylene terephthalate glycol). Like the elder brother, this polymer is resistant to a number of commonly used components, it is soluble only in HFIP (hexafluoropropanol). Soft and pliable TPU(thermoplastic polyurethane), like other polyurethanes, can be dissolved in N, N-dimethylformamide (DMF), tetrahydrofuran, ethyl acetate, cyclohexanone, dimethylacetamide. By the way, polyurethane foam is also polyurethane. I didn’t look at what is in the composition of special liquids for washing guns for polyurethane foam, but I suspect that there is definitely one of the mentioned components there. The PCL polymer (polycaprolactone) is soluble in anisole , 2,2,2-trifluoroethanol, N, N-dimethylformamide, methylpyrrolidone, tetrahydrofuran, dichloromethane, acetone, chloroform and DMSO (dimethyl sulfoxide, also sold in the Dimexide pharmacy). PDMS(polydimethylsiloxane) widely used for prototyping (especially in scientific institutions related to micro- and nanofluidics) is dissolved with glacial acetic acid. By the way, many other silicones have similar properties, starting from two-component building, and ending with those on which stickers with prices are glued (therefore, to wash off the glue from the price tag with ABS plastic, for example, it will be most productive using some vinegar essence). Well, in conclusion, a little exotic. EVA (ethylene vinyl acetate), PP (polypropylene), PE (polyethylene, LD / HD) are dissolved in 1,2,4-trichlorobenzene, and PVP (polyvinylpyrrolidone) - in dimethylacetamide.
Since solvents, to put it mildly, this is not the aroma of sakura blossoms for you, the safety issue when working with them is on the agenda. It is sad to see how young guys sometimes work with some acetone, some with chloroform, and some even with benzene. And the rules of TB, they are known to be "written in blood" ...
The main routes for solvents to enter the human body (and their vapors) are through the respiratory system and through the skin. I don’t take any deviations (such as ingestion), because a person in their right mind will never drink benzene. The reagents mentioned have a predominantly narcotic effect, have a pronounced irritant effect on the mucous membranes of the upper respiratory tract and the conjunctiva of the eye, and moderate on the skin. The best protection against them is to work in the supply and exhaust ventilation, in special boxes. If it happens in specialized workshops or laboratories, then most often there is already a fume hood .

If it is impossible to arrange the necessary ventilation, those working with organic solvents are provided with personal protective equipment: respirators, gas masks, oxygen-insulating devices, etc. (depending on vapor concentration). In general, solvent vapors are remarkably adsorbed by activated carbon (and by many other sorbents) not without reason, some solvents were actively used to evaluate the sorption ability of a material (the so-called “excitation method”). I personally "had the honor" to check the sorption ability of coals by their absorption of carbon tetrachloride CCl 4 . Most of the vapors can be detained by a gas mask with a Class A box or a mask respirator with a similar filter cartridge. It seems like this:

It is important in the description to look for something like " protects from vapors of organic compounds (gasoline, kerosene, acetone, benzene and its homologs, xylene, carbon disulfide, etc.), phosphorus and organochlorine toxic chemicals, dust, smoke, fog ." But for such a mask, it is also desirable to have sealed glasses, the glasses of which are rubbed against fogging with a solution, which includes gelatin, sugar and water in a ratio of 2:20:50 . It is better, of course, if you have money, immediately take some kind of industrial gas mask or a protective panoramic mask and kill two birds with one stone (= save on points).
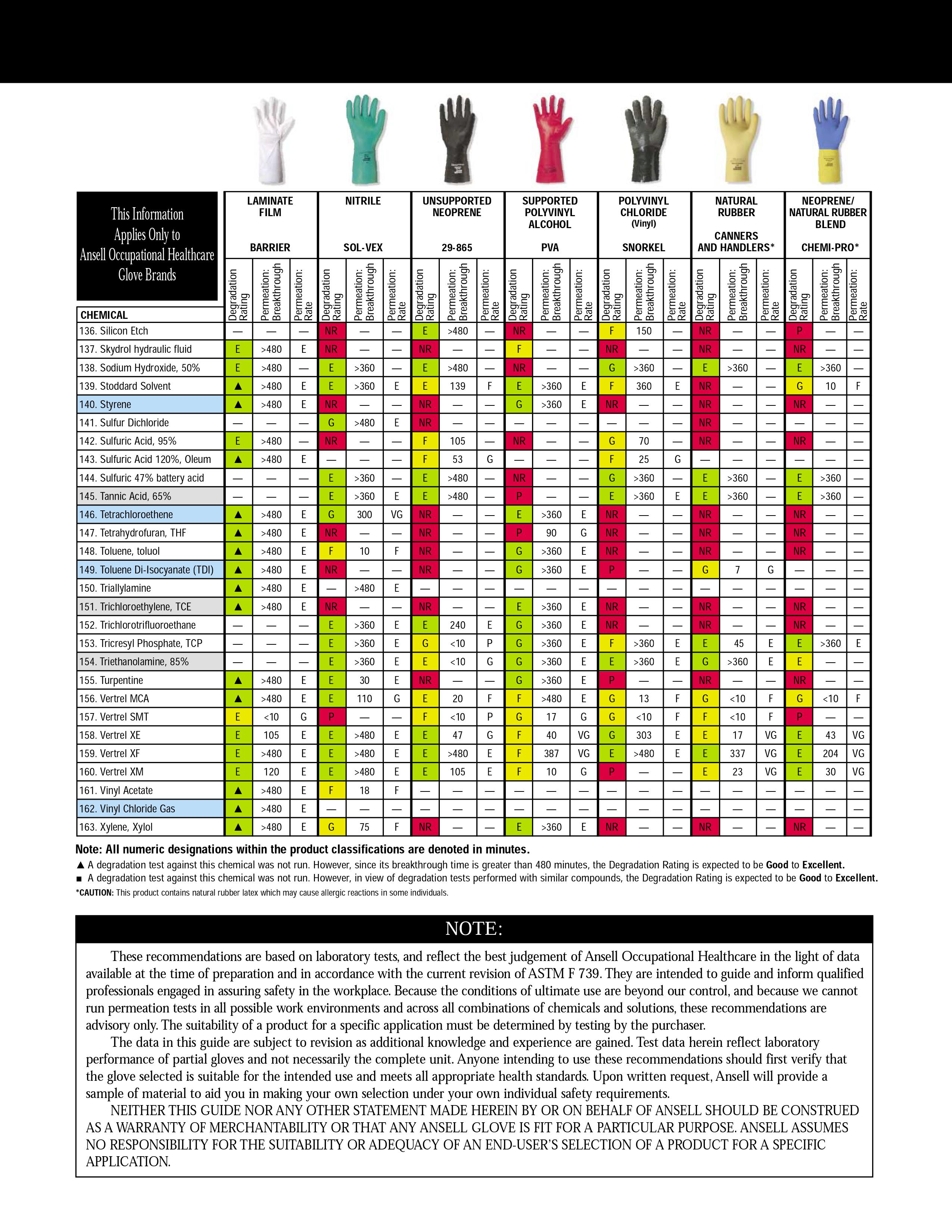
The next weak point after breathing, when working with solvents, is exposed skin. If a person is hidden under a gas mask, his hands remain. Many solvents are perfectly absorbed through the skin (toluene, tetrahydrofuran) and can cause severe dermatitis and eczema (benzene, methylene chloride, chloroform, etc.). Therefore, the best option would be a) the use of protective gloves (gloves made of polyvinyl alcohol - for organochlorine, all others, like latex or nitrile - are suitable only for alcohols, ketones), b) the use of special protective ointments and pastes.
Addition: hidden under the spoiler are tables of resistance of the material of protective gloves to various solvents, found by Kriminalist, for which many thanks to him. It is highly recommended to watch before buying "protective equipment"
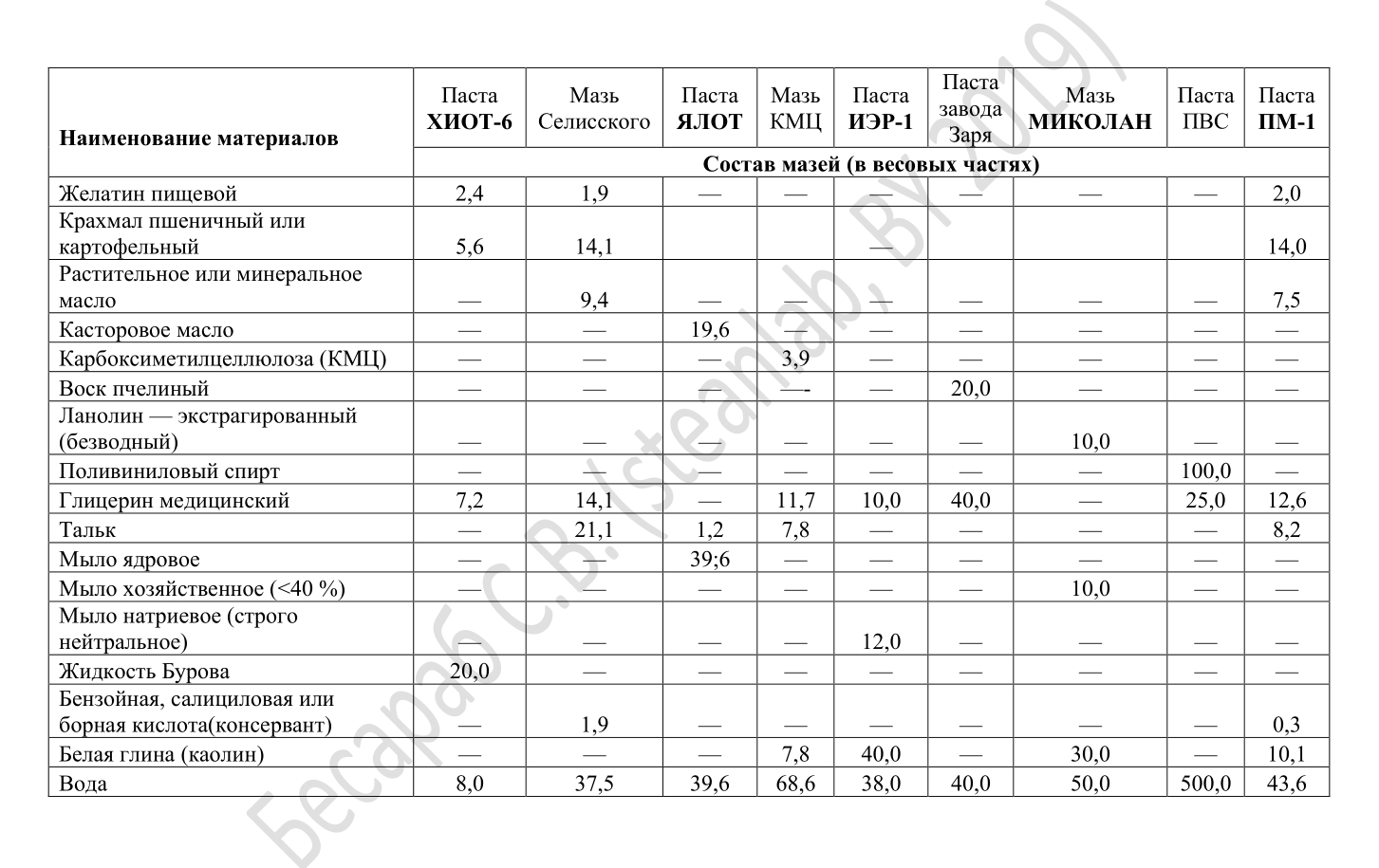
Performing work with aromatic solvents (toluene, benzene, solvents, xylenes), use pastes: IER-1, ХИОТ-6, ПМ-1, YALOT. When working with naphthenic, paraffinic and mixed solvents - YALOT, KhIOT-6, IER-1. The compositions of these time-tested ointments (often also called “biological gloves”) are shown in the picture below.
Well, just a few words about clothes. Under ordinary conditions, it makes no sense to use something extraordinary like a military chemical protective suit. To protect the body, overalls (dressing gown) made of cotton fabric are quite enough. In the case of particularly aggressive organochlorines or aromatics, an apron / cape with PVC / PVA or rubber / neoprene coating is added to this.
Note: in Europe there is even a special organization ECSA - E uropean C hlorinated S olvents Association (European Association for Chlorinated Solvents), which annually publishes its bulletins detailing the necessary protective equipment when working with such solvents, materials, tools, etc.
Summing up, we can say that if the described rules are observed, working with solvents will be not only interesting, but also safe. I am taking my leave for the sim, with polymer solutions finished.
PS Under the spoiler - a table with MPC / description of the physiological action of common solvents. Adapted from the guide Drinberg S.A. Solvents for paints and varnishes for 1986. So read, but check for compliance with modern realities (in terms of MPC accuracy, it is unlikely that it could increase, but decrease - completely).
Important! If you did not find your solvent in the table, I highly recommend using the TOXNET database(Hazardous Substances Data Bank - Database of Hazardous Substances under the auspices of the National Library of Medicine of the USA) and look there.
PPS Appeal to those who ask to check the solubility of a particular plastic in solvents - after the article there is a wonderful button “Support the author”. If a sufficient amount accumulates, solubility will be possible to verify;) Also, these issues can be resolved through the consultation system mentioned at the beginning of the article .

One of the most frequently asked questions in my consultationpractice are issues related to the dissolution / gluing of plastics using various organic solvents. Recently, there has been a real surge of interest in the chemistry of high molecular weight compounds associated with the advent of affordable 3D printers and the need to navigate in their “ink” (ie, polymer filament yarns). Once again I’m convinced that not one, even the most advanced “science museum” with a spectacular show can make an IT person interested in plastics as much as his own 3D printer. So, reader, if you ever had to think about how to glue plastic that the default superglue did not glue, if you were in doubt about dissolving the supports of the freshly printed part, and it's just interesting how you can wash the glue from the store price tag on a gift - please cat. I also highly recommend bookmarking the page not only for those who often glues plastics, but also for those who often have to work with various solvents / thinners. Done for yourself - donated to Habr!
As I wrote a couple of times in the comments to my articles, recently I have occasionally had the idea of making myself an “exhibition” stand where plastic samples would be presented. Just because almost every second question of the chemical sense sounds like “what kind of plastic is it.” What this says, suggests that the capabilities of 3D printing have attracted such public attention to plastics, polymers, etc. which hundreds of online science-educators could not have done. Well, in general, looking at these trends, we can safely say that the future, the future is not so much for metals, but for composites and new types of polymers. So, the one who today is thinking about choosing a chemical specialty - consider this option. Therefore, once again, your humble servant decided to make his modest contribution and talk about what I constantly have to deal with. Today we read about solvents for plastics and the features of working with them. For a start - a small theoretical introduction.
"Materiel - that part that with the mother ..."
It would not work out in a nutshell about the dissolution of polymers with all desire, because the topic is voluminous and ambiguous (you could even say “pull on a university course”, hello to you, Leonid Petrovich Krul , I am repaying the debt for the 8th according to the Navy). A good (read educational) review for people with a fairly high level of technical (chemists and engineers) literacy can be found here . The dissolution process will be discussed below, in the meantime a few words about the choice of solvent (or why something dissolves plastic, but something does not).
In general, the selection of a suitable solvent is carried out by two methods:
1. Using the Hildebrand solubility parameters. This calculation is used if the polymer (p) and solvent (s) have the same polar and hydrogen bonding parameter, then the following simple rule works:
| δ s - δ p | ≤ 3.6 MPa 1/2
As an example, I will give the Hildebrand parameters for some polymers:
Those who want to test themselves can at their leisure calculate solubility :). You can and should look for constants in this book. It is important to note that the Hildebrand parameters are useful only for non-polar and weakly polar mixtures in the absence of hydrogen bonds (dipole moment <2 D (Debye). For other cases, method 2 is used.
Note: for those who traditionally “knew, but forgot,” I remind you that according to IUPAC standards (what kind of they are - look in the article about the periodic table) solvents are qualitatively grouped into nonpolar, polar aprotic and polar protic solvents, for separation into groups of which their dielectric constant is often used. Most often, the protic solvent is a solvent that has a hydrogen atom bonded to oxygen (as in the hydroxyl group), nitrogen (as in the amino group), or fluorine (as in hydrogen fluoride). In general, any solvent that contains mobile H + is called a proton solvent. Molecules of such solvents easily give protons (H + ) to other reagents. Conversely, aprotic solvents cannot give protons, since H +do not contain. They usually have high dielectric constant and high polarity. The picture below shows examples of common solvents, broken down into classes.
We return to the selection of solvent. As I already wrote, if Hilderbrant did not fit, we use Hansen.
2. Using the Hansen solubility parameters, for each solute, an approximate spherical "volume" of solubility with a radius of R. can be made. Only solvents that have Hansen solubility parameters in this volume can dissolve this polymer:
[4 (δ d2 - δ d1 ) 2 + (δ p2 - δ p1 ) 2 + (δ h2 - δ h1 ) 2 ] 1/2 ≤ R
The radius of interaction R depends on the type of polymer. R values are usually in the range of 4 to 15 MPa1/2 . The Hansen parameters needed to calculate the solubility of his system can be found in this book . For clarity, the picture below shows the Hansen parameters (by analogy with Hilderbrant) for some commonly used polymers.
If suddenly someone really needs to conduct targeted screening of the solvent for their polymer according to the Hansen method, I recommend paying attention to the HSPiP program , which copes with this task perfectly. Click here for an overview and job description.
In general, the following can be said. First, the "golden rule of dissolution" - like dissolve in like- also works for polymers. Those. compounds with similar chemical structures are more prone to dissolution than compounds with different structures. Secondly, the higher the molecular weight of the polymer, the closer should be the solubility parameter of the solvent and the polymer to dissolve the polymer in the solvent. For linear and branched polymers, the graph of solubility versus solubility parameter for a number of solvents reaches a maximum when the solubility parameters (Hansen / Hilderbrandt) of the solute and the solvent coincide. In the case of a crosslinked polymer, the swelling volume, that is, the absorption of the solvent, will reach a maximum when the solubility parameters of the solvent coincide with the parameters of the polymer. Thirdly, the solubility parameters of polymers do not change much with temperature,
Okay, I hope the reader isn’t very tired. I hasten to move from theory to practice.
Chemical welding of plastics
Traditionally, in case you suddenly need to splic together several pieces of plastic, various methods are used. Some of them are shown in the picture:
In industry, either physical-based welding (such as ultrasound or laser) or mechanical bonding is often used. Adhesion bonding methods (adhesives, melts or polymer solutions) are much less commonly used. Such methods are used when assembling plastic display cases in stores, gluing various aquariums, wardrobe cases and covers. But the most likely popular user of this method is DIY-ery, or, in our opinion, a do-it-yourselfer. Ever since the days of the USSR, inventors and simple-handed citizens of all stripes have glued the bodies of their crafts from plexiglass and dichloroethane. With the advent of affordable 3D printers into our lives, polymer solutions received a second life in the form of supports that are created during printing and which need to be removed somehow in the finished product. It’s not always possible (and advisable) to do it mechanically,
Note : speaking for myself, despite the opportunity to print the model on a 3D printer, I still glue plexiglass in the old fashioned way when you need to make a box or something similar (without Bezier curves). On the KDPV, by the way, just an example of such a “momentary! things ”, which whipped up glued with a red solution of plexiglass (PMMA) from a cone.
So, chemical plastic welding is the process of combining plastic surfaces softened with a solvent. The solvent temporarily transfers the polymer to a “rarefied” state at room temperature. When this happens, the polymer chains can move freely in the liquid and can mix with other similar dissolved chains. After some time, the solvent due to diffusion and evaporation will penetrate through the polymer and migrate into the environment, and the polymer chains will become denser (~ packed) and lose their mobility. A frozen ball of entangled polymer chains - this is the weld seam with this type of welding. Graphically, the mechanism of the plastic dissolution process is shown in the picture below:
Typically, normal dissolution includes the step of solvent penetration, the step of swelling the polymer, and the step of diffusing the polymer into the solvent. Initially, the vitrified polymer contains many microchannels and molecular-sized holes (pertaining to the so-called infiltration layer).
Upon contact with the solvent, the latter fills these channels and holes and starts the diffusion process (new channels are not formed at the same time). Schematically, such a surface layer of a soluble polymer looks like this (roughly speaking, “glue” = gel-like mass, which is in the middle between the solid polymer and the liquid solvent):
With the mechanism, I hope, more or less clear, it is time to move on to the specifics of "what and what." In the theoretical part, I briefly tried to explain how the process of screening a solvent for a particular type of polymer occurs. Those. There is no universal and comprehensive table for dissolving polymers yet.
But this topic is relevant. Confirmation is the fact that quite often on the pages of various thematic resources (DIY, 3D, amateur radio, etc.), with a noticeable frequency, questions like “how to handle” / “how to glue” / “how to dissolve” this or that type of plastic appear . It is interesting that in most cases, the answers are given by people with polymer chemistry (IUDs) who are familiar, apparently, rather weakly. As a result, there is even more confusion and "scope for creativity" of all kinds of amateurs, sellers and other obscurantists. Traditionally, innocent users lose money and time. So, we look at the table below and we wind on a mustache.
The dark square in the table at the intersection of the lines “polymer” - “solvent” indicates that chemical welding using these components seems to be possible. Note : the square at the intersection of “ABS” - “acetone” - with the letter H , because it was the habr community that convinced me that ABS glues mainly with acetone (I dissolved ABS in acetone, but then nothing was glued with this solution, for crumbled).
If, as a rule, there are no problems with the availability of plastic, then quite often there is a problem with the presence of the right solvent. Each is twisted to the best of their abilities - someone just orders the necessary solvents, someone searches for them at the flea market, but someone tries to pick up what is sold in stores using the empirical method. Under the spoiler, if anything, the composition of commercially available solvents for varnishes and paints (taken from chemister ).
Where to get welding electrodes for plastic?
Solvents:
Solvent 645: toluene 50%, butyl acetate 18%, ethyl acetate 12%, butanol 10%, ethanol 10%.
Solvent 646: toluene 50%, ethanol 15%, butyl acetate (or amyl acetate) 10%, butanol 10%, ethyl cellosolve 8%, acetone 7%.
Solvent 647: toluene (or pyrobenzene) 41.3%, butyl acetate (or amyl acetate) 29.8%, ethyl acetate 21.2%, butanol 7.7%.
Solvent 648: butyl acetate 50%, toluene 20%, butanol 20%, ethanol 10%.
Solvent 649: xylene 50%, ethyl cellosolve 30%, isobutanol 20%.
Solvent 650: xylene 50%, butanol 30%, ethyl cellosolve 20%.
Solvent 651: white spirit 90%, butanol 10%.
Solvent KP-36: butanol 80%, butyl acetate 20%.
Solvent P-4: toluene 62%, acetone 26%, butyl acetate 12%.
Solvent P-10: xylene 85%, acetone 15%.
Solvent R-12: toluene 60%, butyl acetate 30%, xylene 10%.
Solvent R-14: cyclohexanone 50%, toluene 50%.
Solvent R-24: solvent 50%, xylene 35%, acetone 15%.
Solvent P-40: toluene 50%, ethyl cellosolve 30%, acetone 20%.
Solvent R-219: toluene 34%, cyclohexanone 33%, acetone 33%.
Solvent R-3160: butanol 60%, ethanol 40%.
RCC solvent: xylene 90%, butyl acetate 10%.
RML solvent: ethanol 64%, ethyl cellosolve 16%, toluene 10%, butanol 10%.
Solvent РМЛ-315: toluene 25%, xylene 25%, butyl acetate 18%, ethyl cellosolve 17%, butanol 15%.
Solvent RS-1: toluene 60%, butyl acetate 30%, xylene 10%.
Solvent RS-2: white spirit 70%, xylene 30%.
RFG solvent: ethanol 75%, butanol 25%.
Solvent RE-1: xylene 50%, acetone 20%, butanol 15%, ethanol 15%.
Solvent RE-2: solvent 70%, ethanol 20%, acetone 10%.
Solvent RE-3: solvent 50%, ethanol 20%, acetone 20%, ethyl cellosolve 10%.
Solvent RE-4: solvent 50%, acetone 30%, ethanol 20%.
Thinner FC-1 (?): Absolute alcohol (99.8%) 95%, ethyl acetate 5%
Thinners:
Thinner for waterborne varnishes and paints: butanol 62%, butyl cellosolve 38%.
Thinner M: ethanol 65%, butyl acetate 30%, ethyl acetate 5%.
Thinner R-7: cyclohexanone 50%, ethanol 50%.
Thinner R-197: xylene 60%, butyl acetate 20%, ethyl cellosolve 20%.
RDF diluent: toluene 50%, butyl acetate (or amyl acetate) 18%, butanol 10%, ethanol 10%, ethyl acetate 9%, acetone 3%.
Thinner RKB-1: xylene 50%, butanol 50%.
Thinner RKB-2: butanol 95%, xylene 5%.
Thinner RKB-3: xylene 90%, butanol 10%.
Thinners for electric
paint : Thinner RE-1B: solvent 70%, butanol 20%, diacetone alcohol 10%.
Diluent RE-2B: solvent 60%, butyl acetate 20%, ethyl cellosolve 20%.
Diluent RE-3B: solvent 50%, butanol 30%, ethyl cellosolve 20%.
Diluent RE-4B: ethyl cellosolve 50%, solvent 50%.
Diluent RE-5B: xylene 40%, cyclohexanone 25%, ethyl cellosolve 25%, butanol 10%.
Diluent RE-6B: solvent 50%, xylene 35%, diacetone alcohol 15%.
Diluent RE-7B: xylene 60%, butyl acetate 25%, diacetone alcohol 10%, cyclohexanone 5%.
Diluent RE-8B: butanol 75%, xylene 25%.
Diluent RE-9B: solvent 50%, butyl acetate 30%, ethyl cellosolve 20%.
Thinner RE-10B: solvent 40%, butanol 40%, ethyl cellosolve 20%.
Diluent RE-11B: xylene 40%, ethyl cellosolve 30%, butyl acetate 20%, cyclohexanone 10%.
Thinners:
Thinner DMZ-R: butyl acetate (or amyl acetate) 39%, toluene 30%, ethyl acetate 16%, acetone 15%.
R-5 thinner: xylene 40%, butyl acetate 30%, acetone 30%.
R-6 thinner: pyrobenzene 40%, ethanol 30%, butanol 15%, butyl acetate 15%.
R-60 thinner: ethanol 70%, ethyl cellosolve 30%.
RVL thinner: chlorobenzene 50%, ethyl cellosolve 50%.
Solvent 645: toluene 50%, butyl acetate 18%, ethyl acetate 12%, butanol 10%, ethanol 10%.
Solvent 646: toluene 50%, ethanol 15%, butyl acetate (or amyl acetate) 10%, butanol 10%, ethyl cellosolve 8%, acetone 7%.
Solvent 647: toluene (or pyrobenzene) 41.3%, butyl acetate (or amyl acetate) 29.8%, ethyl acetate 21.2%, butanol 7.7%.
Solvent 648: butyl acetate 50%, toluene 20%, butanol 20%, ethanol 10%.
Solvent 649: xylene 50%, ethyl cellosolve 30%, isobutanol 20%.
Solvent 650: xylene 50%, butanol 30%, ethyl cellosolve 20%.
Solvent 651: white spirit 90%, butanol 10%.
Solvent KP-36: butanol 80%, butyl acetate 20%.
Solvent P-4: toluene 62%, acetone 26%, butyl acetate 12%.
Solvent P-10: xylene 85%, acetone 15%.
Solvent R-12: toluene 60%, butyl acetate 30%, xylene 10%.
Solvent R-14: cyclohexanone 50%, toluene 50%.
Solvent R-24: solvent 50%, xylene 35%, acetone 15%.
Solvent P-40: toluene 50%, ethyl cellosolve 30%, acetone 20%.
Solvent R-219: toluene 34%, cyclohexanone 33%, acetone 33%.
Solvent R-3160: butanol 60%, ethanol 40%.
RCC solvent: xylene 90%, butyl acetate 10%.
RML solvent: ethanol 64%, ethyl cellosolve 16%, toluene 10%, butanol 10%.
Solvent РМЛ-315: toluene 25%, xylene 25%, butyl acetate 18%, ethyl cellosolve 17%, butanol 15%.
Solvent RS-1: toluene 60%, butyl acetate 30%, xylene 10%.
Solvent RS-2: white spirit 70%, xylene 30%.
RFG solvent: ethanol 75%, butanol 25%.
Solvent RE-1: xylene 50%, acetone 20%, butanol 15%, ethanol 15%.
Solvent RE-2: solvent 70%, ethanol 20%, acetone 10%.
Solvent RE-3: solvent 50%, ethanol 20%, acetone 20%, ethyl cellosolve 10%.
Solvent RE-4: solvent 50%, acetone 30%, ethanol 20%.
Thinner FC-1 (?): Absolute alcohol (99.8%) 95%, ethyl acetate 5%
Thinners:
Thinner for waterborne varnishes and paints: butanol 62%, butyl cellosolve 38%.
Thinner M: ethanol 65%, butyl acetate 30%, ethyl acetate 5%.
Thinner R-7: cyclohexanone 50%, ethanol 50%.
Thinner R-197: xylene 60%, butyl acetate 20%, ethyl cellosolve 20%.
RDF diluent: toluene 50%, butyl acetate (or amyl acetate) 18%, butanol 10%, ethanol 10%, ethyl acetate 9%, acetone 3%.
Thinner RKB-1: xylene 50%, butanol 50%.
Thinner RKB-2: butanol 95%, xylene 5%.
Thinner RKB-3: xylene 90%, butanol 10%.
Thinners for electric
paint : Thinner RE-1B: solvent 70%, butanol 20%, diacetone alcohol 10%.
Diluent RE-2B: solvent 60%, butyl acetate 20%, ethyl cellosolve 20%.
Diluent RE-3B: solvent 50%, butanol 30%, ethyl cellosolve 20%.
Diluent RE-4B: ethyl cellosolve 50%, solvent 50%.
Diluent RE-5B: xylene 40%, cyclohexanone 25%, ethyl cellosolve 25%, butanol 10%.
Diluent RE-6B: solvent 50%, xylene 35%, diacetone alcohol 15%.
Diluent RE-7B: xylene 60%, butyl acetate 25%, diacetone alcohol 10%, cyclohexanone 5%.
Diluent RE-8B: butanol 75%, xylene 25%.
Diluent RE-9B: solvent 50%, butyl acetate 30%, ethyl cellosolve 20%.
Thinner RE-10B: solvent 40%, butanol 40%, ethyl cellosolve 20%.
Diluent RE-11B: xylene 40%, ethyl cellosolve 30%, butyl acetate 20%, cyclohexanone 10%.
Thinners:
Thinner DMZ-R: butyl acetate (or amyl acetate) 39%, toluene 30%, ethyl acetate 16%, acetone 15%.
R-5 thinner: xylene 40%, butyl acetate 30%, acetone 30%.
R-6 thinner: pyrobenzene 40%, ethanol 30%, butanol 15%, butyl acetate 15%.
R-60 thinner: ethanol 70%, ethyl cellosolve 30%.
RVL thinner: chlorobenzene 50%, ethyl cellosolve 50%.
Note: I ’ll add a few words about polymers that did not appear in the table. Of course, this is a favorite "folk" filament - PLA , which is most soluble in polar aprotic solvents : pyridine, N-methylpyrrolidone, ethyl acetate, propylene carbonate, dioxalan, dioxane, dichloromethane, chloroform, acetone (?? - depends on the manufacturer of the PLA filament and contained inside the "additives", the same is true for other polymers), nitrobenzene, acetonitrile, dimethylacetamide, etc. The promising 3D polymer PEEK (aka polyetherketone) dissolves remarkablyin 4-chlorophenol (a more stringent option is a mixture of 80% chloroform and 20% dichloroacetic acid). Chlorophenols (not only 4- but also 2-chlorophenol) can also be dissolved in the widespread and beloved PET . At the request of readers, I will mention a fairly new polymer of the PET series, the so-called PETG (polyethylene terephthalate glycol). Like the elder brother, this polymer is resistant to a number of commonly used components, it is soluble only in HFIP (hexafluoropropanol). Soft and pliable TPU(thermoplastic polyurethane), like other polyurethanes, can be dissolved in N, N-dimethylformamide (DMF), tetrahydrofuran, ethyl acetate, cyclohexanone, dimethylacetamide. By the way, polyurethane foam is also polyurethane. I didn’t look at what is in the composition of special liquids for washing guns for polyurethane foam, but I suspect that there is definitely one of the mentioned components there. The PCL polymer (polycaprolactone) is soluble in anisole , 2,2,2-trifluoroethanol, N, N-dimethylformamide, methylpyrrolidone, tetrahydrofuran, dichloromethane, acetone, chloroform and DMSO (dimethyl sulfoxide, also sold in the Dimexide pharmacy). PDMS(polydimethylsiloxane) widely used for prototyping (especially in scientific institutions related to micro- and nanofluidics) is dissolved with glacial acetic acid. By the way, many other silicones have similar properties, starting from two-component building, and ending with those on which stickers with prices are glued (therefore, to wash off the glue from the price tag with ABS plastic, for example, it will be most productive using some vinegar essence). Well, in conclusion, a little exotic. EVA (ethylene vinyl acetate), PP (polypropylene), PE (polyethylene, LD / HD) are dissolved in 1,2,4-trichlorobenzene, and PVP (polyvinylpyrrolidone) - in dimethylacetamide.
Solvent Safety
Since solvents, to put it mildly, this is not the aroma of sakura blossoms for you, the safety issue when working with them is on the agenda. It is sad to see how young guys sometimes work with some acetone, some with chloroform, and some even with benzene. And the rules of TB, they are known to be "written in blood" ...
The main routes for solvents to enter the human body (and their vapors) are through the respiratory system and through the skin. I don’t take any deviations (such as ingestion), because a person in their right mind will never drink benzene. The reagents mentioned have a predominantly narcotic effect, have a pronounced irritant effect on the mucous membranes of the upper respiratory tract and the conjunctiva of the eye, and moderate on the skin. The best protection against them is to work in the supply and exhaust ventilation, in special boxes. If it happens in specialized workshops or laboratories, then most often there is already a fume hood .
If it is impossible to arrange the necessary ventilation, those working with organic solvents are provided with personal protective equipment: respirators, gas masks, oxygen-insulating devices, etc. (depending on vapor concentration). In general, solvent vapors are remarkably adsorbed by activated carbon (and by many other sorbents) not without reason, some solvents were actively used to evaluate the sorption ability of a material (the so-called “excitation method”). I personally "had the honor" to check the sorption ability of coals by their absorption of carbon tetrachloride CCl 4 . Most of the vapors can be detained by a gas mask with a Class A box or a mask respirator with a similar filter cartridge. It seems like this:
It is important in the description to look for something like " protects from vapors of organic compounds (gasoline, kerosene, acetone, benzene and its homologs, xylene, carbon disulfide, etc.), phosphorus and organochlorine toxic chemicals, dust, smoke, fog ." But for such a mask, it is also desirable to have sealed glasses, the glasses of which are rubbed against fogging with a solution, which includes gelatin, sugar and water in a ratio of 2:20:50 . It is better, of course, if you have money, immediately take some kind of industrial gas mask or a protective panoramic mask and kill two birds with one stone (= save on points).
My favorite protective equip (after traction)
The already mentioned panoramic mask (excellent visibility after a gas mask from the USSR)

It is, but on the other hand,

And my pride, a filter box with protection against mercury vapor.

It is, but on the other hand,
And my pride, a filter box with protection against mercury vapor.
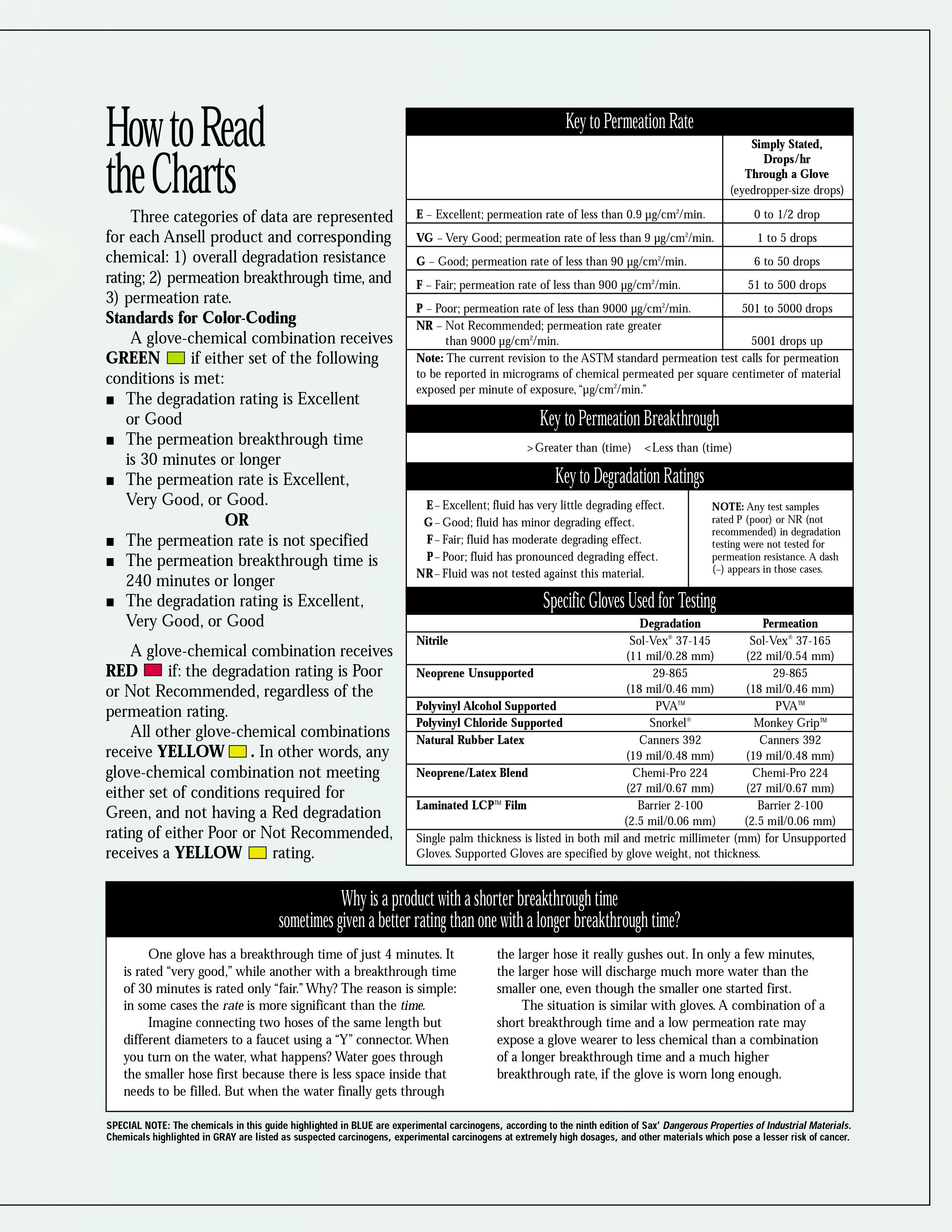
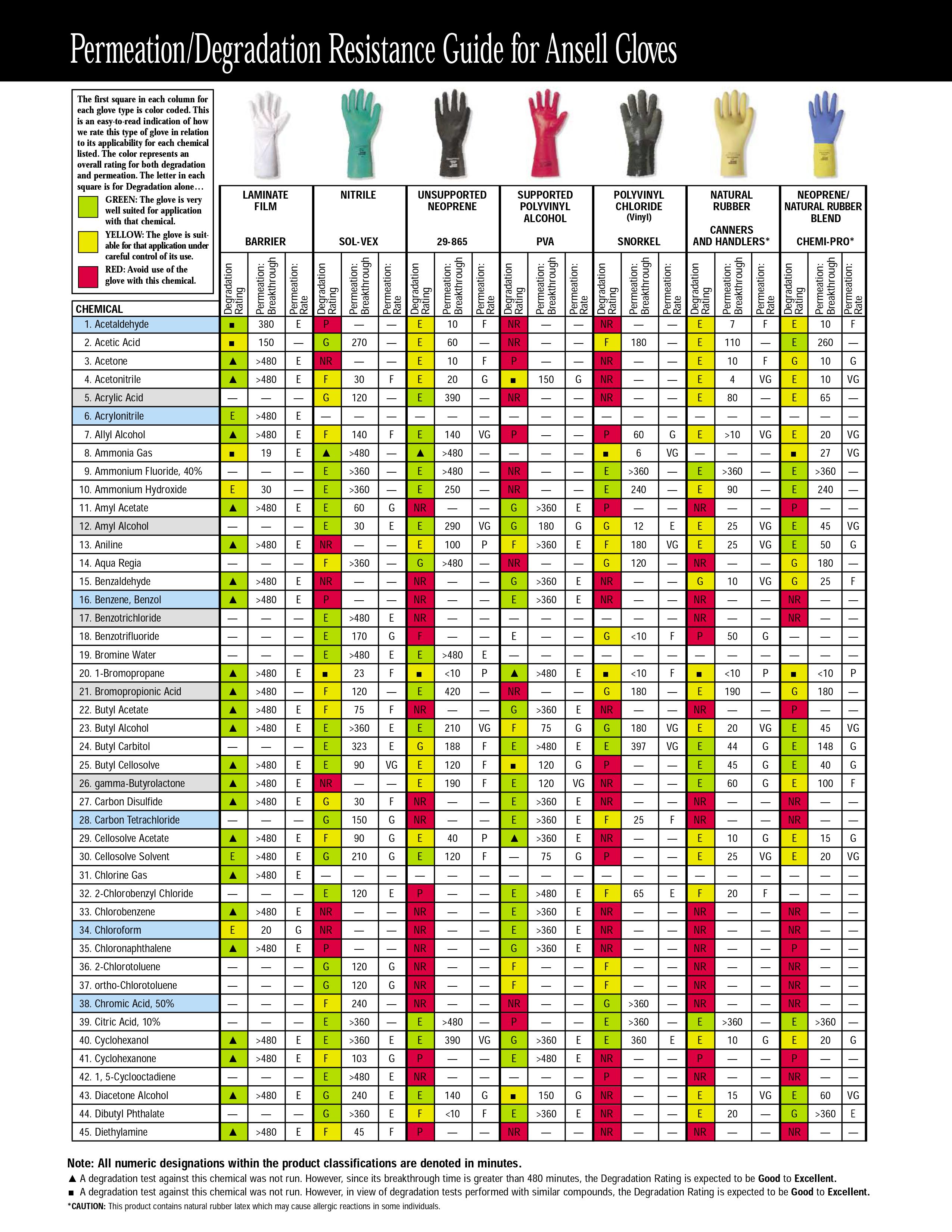
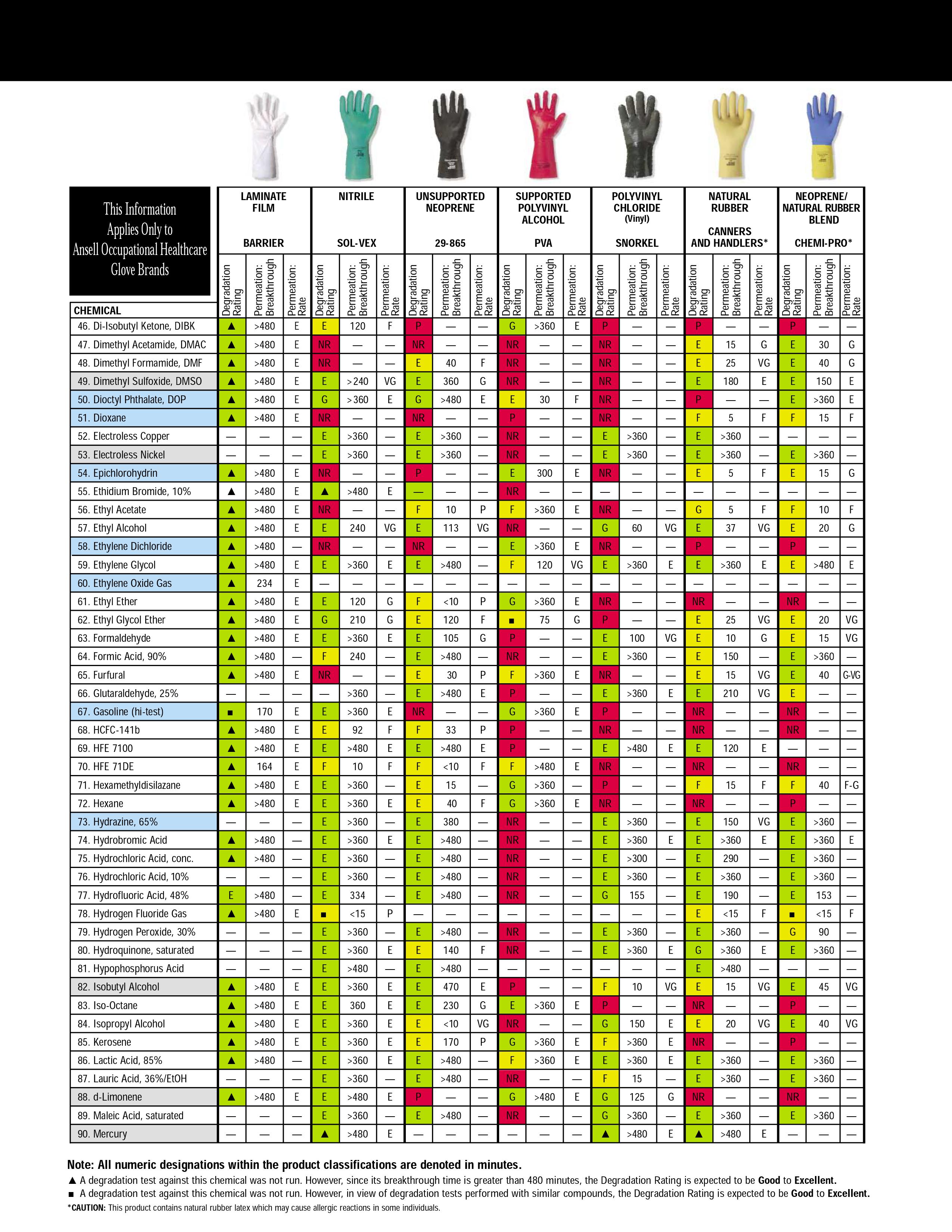
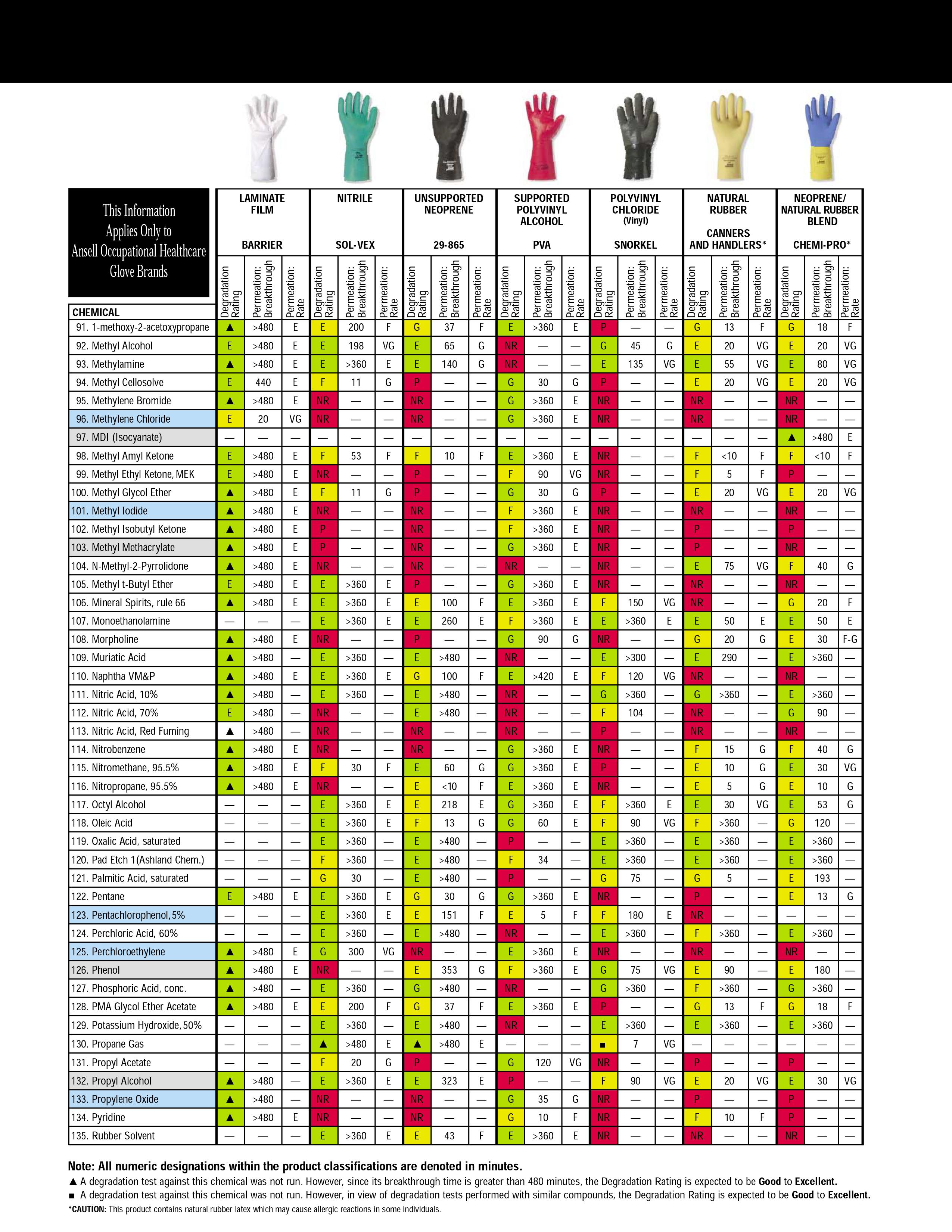
The next weak point after breathing, when working with solvents, is exposed skin. If a person is hidden under a gas mask, his hands remain. Many solvents are perfectly absorbed through the skin (toluene, tetrahydrofuran) and can cause severe dermatitis and eczema (benzene, methylene chloride, chloroform, etc.). Therefore, the best option would be a) the use of protective gloves (gloves made of polyvinyl alcohol - for organochlorine, all others, like latex or nitrile - are suitable only for alcohols, ketones), b) the use of special protective ointments and pastes.
Addition: hidden under the spoiler are tables of resistance of the material of protective gloves to various solvents, found by Kriminalist, for which many thanks to him. It is highly recommended to watch before buying "protective equipment"
Solvent resistant gloves

Performing work with aromatic solvents (toluene, benzene, solvents, xylenes), use pastes: IER-1, ХИОТ-6, ПМ-1, YALOT. When working with naphthenic, paraffinic and mixed solvents - YALOT, KhIOT-6, IER-1. The compositions of these time-tested ointments (often also called “biological gloves”) are shown in the picture below.
Well, just a few words about clothes. Under ordinary conditions, it makes no sense to use something extraordinary like a military chemical protective suit. To protect the body, overalls (dressing gown) made of cotton fabric are quite enough. In the case of particularly aggressive organochlorines or aromatics, an apron / cape with PVC / PVA or rubber / neoprene coating is added to this.
Note: in Europe there is even a special organization ECSA - E uropean C hlorinated S olvents Association (European Association for Chlorinated Solvents), which annually publishes its bulletins detailing the necessary protective equipment when working with such solvents, materials, tools, etc.
Summing up, we can say that if the described rules are observed, working with solvents will be not only interesting, but also safe. I am taking my leave for the sim, with polymer solutions finished.
PS Under the spoiler - a table with MPC / description of the physiological action of common solvents. Adapted from the guide Drinberg S.A. Solvents for paints and varnishes for 1986. So read, but check for compliance with modern realities (in terms of MPC accuracy, it is unlikely that it could increase, but decrease - completely).
Important! If you did not find your solvent in the table, I highly recommend using the TOXNET database(Hazardous Substances Data Bank - Database of Hazardous Substances under the auspices of the National Library of Medicine of the USA) and look there.
Solvents. MPC & body effects
PPS Appeal to those who ask to check the solubility of a particular plastic in solvents - after the article there is a wonderful button “Support the author”. If a sufficient amount accumulates, solubility will be possible to verify;) Also, these issues can be resolved through the consultation system mentioned at the beginning of the article .
Used sources
Drinberg S.A. Solvents for paints and varnishes: Reference guide. L .: Chemistry, 1986.
Zhilov Yu.D. Handbook of Occupational Health and Industrial Sanitation. M., Higher School, 1989.
I. M. Neumann Personal Protective Equipment at Work. Profizdat, M., 1954.
Yue CY. The structure and strength of solvent welds between dissimilar amorphous thermoplastics. International Journal of Adhesion and Adhesives, 8 (1), p. 47, 1988.
Tres P: Assembly techniques for plastics. Designing Plastic Parts for Assembly, Reference book (ISBN 1-569-90199-6), Hanser Gardner Publications, Inc., 1995.
Rosato's Plastics Encyclopedia and Dictionary, Reference book (ISBN 3-446-16490-1), Carl Hanser Verlag , 1993.
Desai J, Barry CMF, Mead JL, Staceer RG: Solvent welding of ABS and HIPS: a case study in methylene chloride substitution. ANTEC 2001, Conference proceedings, Society of Plastics Engineers, Dallas, May 2001.
Warwick CM Solvent welding. Handbook of Adhesion, 2nd Edition, Reference book (ISBN 0-471-80874-1), John Wiley & Sons, 2005.
Lowery TH Mechanism and Theory in Organic Chemistry, Harper Collins Publishers 3rd ed. 1987
Sato, S., Gondo, D., Wada, T., Kanehashi, S., & Nagai, K. (2012). Effects of various liquid organic solvents on solvent-induced crystallization of amorphous poly (lactic acid) film. Journal of Applied Polymer Science, 129 (3), 1607-1617.
Grewell, D. Plastic and Composite Welding Handbook, Hanser Publishers, Munich (2003)
Xu, J., Zhang, Z., Xiong, X., & Zeng, H. (1992). A new solvent for poly (ether ether ketone). Polymer, 33 (20), 4432-4434.
AFM Barton, CRC Handbook of Polymer-Liquid Interaction Parameters and Solubility Parameters, CRC Press, Boca Raton, 1991.
Charles M. Hansen, Hansen Solubility Parameters: A User's Handbook, 2nd Edition, 2007
Beth A. Miller-chou, Jack L. Koenig A review of polymer dissolution. Prog. Polym. Sci. 2003
Zhilov Yu.D. Handbook of Occupational Health and Industrial Sanitation. M., Higher School, 1989.
I. M. Neumann Personal Protective Equipment at Work. Profizdat, M., 1954.
Yue CY. The structure and strength of solvent welds between dissimilar amorphous thermoplastics. International Journal of Adhesion and Adhesives, 8 (1), p. 47, 1988.
Tres P: Assembly techniques for plastics. Designing Plastic Parts for Assembly, Reference book (ISBN 1-569-90199-6), Hanser Gardner Publications, Inc., 1995.
Rosato's Plastics Encyclopedia and Dictionary, Reference book (ISBN 3-446-16490-1), Carl Hanser Verlag , 1993.
Desai J, Barry CMF, Mead JL, Staceer RG: Solvent welding of ABS and HIPS: a case study in methylene chloride substitution. ANTEC 2001, Conference proceedings, Society of Plastics Engineers, Dallas, May 2001.
Warwick CM Solvent welding. Handbook of Adhesion, 2nd Edition, Reference book (ISBN 0-471-80874-1), John Wiley & Sons, 2005.
Lowery TH Mechanism and Theory in Organic Chemistry, Harper Collins Publishers 3rd ed. 1987
Sato, S., Gondo, D., Wada, T., Kanehashi, S., & Nagai, K. (2012). Effects of various liquid organic solvents on solvent-induced crystallization of amorphous poly (lactic acid) film. Journal of Applied Polymer Science, 129 (3), 1607-1617.
Grewell, D. Plastic and Composite Welding Handbook, Hanser Publishers, Munich (2003)
Xu, J., Zhang, Z., Xiong, X., & Zeng, H. (1992). A new solvent for poly (ether ether ketone). Polymer, 33 (20), 4432-4434.
AFM Barton, CRC Handbook of Polymer-Liquid Interaction Parameters and Solubility Parameters, CRC Press, Boca Raton, 1991.
Charles M. Hansen, Hansen Solubility Parameters: A User's Handbook, 2nd Edition, 2007
Beth A. Miller-chou, Jack L. Koenig A review of polymer dissolution. Prog. Polym. Sci. 2003