Features of building a Wi-Fi network on innovative food production
Prologue
The modern level of development of production technology, process automation, information services management and accounting on the one hand, a high level of internal and external competition, stricter requirements for product quality, cost optimization, the struggle for the end user on the other, raises a wide range of issues for manufacturers on comprehensive modernization production. With such modernization, not only the technology, services, technical aspects, information environment, but also the psychology of the entire process (production) is changing. Thus, the manufacturer tries to optimize the whole process, excluding possible “points of failure” at different stages. As you know, a large percentage of failures are due to a “human” factor, the more people in the chain of operations, the higher the likelihood of errors, damage to process equipment and as a result of a marriage,
In addition to “mistakes” for food production, a person, as part of the production chain, strongly influences the biosafety factor of products. And under unfavorable circumstances and violation of the technology "biofactor" can lead to the loss of entire batches of products already shipped. Those. excluding a person from direct contact with the raw material and its components directly affects the final product quality, which in turn leads to a reduction in losses.
But a simple modernization of production with the installation of robots, pipelines, automated warehouses, the deployment of automated accounting and control systems does not solve the whole range of tasks due to the following limitations.
There is no ready-made solution for the full automation of production. There are automated lines "pieces" of production, which operate within their technological and logistic tasks. Managed by local systems and interacting with each other through some product cumulative buffer. Often it can be automated lines from different manufacturers without a single interaction protocol. To unite such pieces of the technological chain, a single information platform (UIS) is created, which requires a physical transmission medium and interaction with all components of automated production.
It is the features of the project and the construction of such a physical transmission medium will be affected in this article.
A lot of technical literature, presented in the vast expanses of the Internet, tell us about the seemingly well-established and undoubtedly correct algorithms (action planes, techniques - call it what you want :)) to build this or that network infrastructure. However, in practice, any technique must be very carefully adjusted to specific requirements, conditions and circumstances of the production of works of each specific project. In this article we want to talk about how you can achieve success by adapting theoretical knowledge to specific conditions and create a system that fully meets the stated requirements of the customer.
The discussion will focus on building the network infrastructure of Russia's first robotic sausage factory. Immediately, we note that this publication will not be filled with many theoretical calculations that led to the only correct solutions; we will take a look at the design process from a practical point of view.
The most interesting and complex tasks that we needed to solve:
- Provide a Wi-Fi network office premises of the plant. As part of this project, the customer abandoned the local network ports in the workplace - employees must be mobile.
- Provide wireless WI-FI network of industrial premises of the plant for the operation of technological equipment, including robots, shuttles, transporting products between areas of automated lines.
- Provide a wired network for industrial controllers of various local automated systems and other technological production areas.
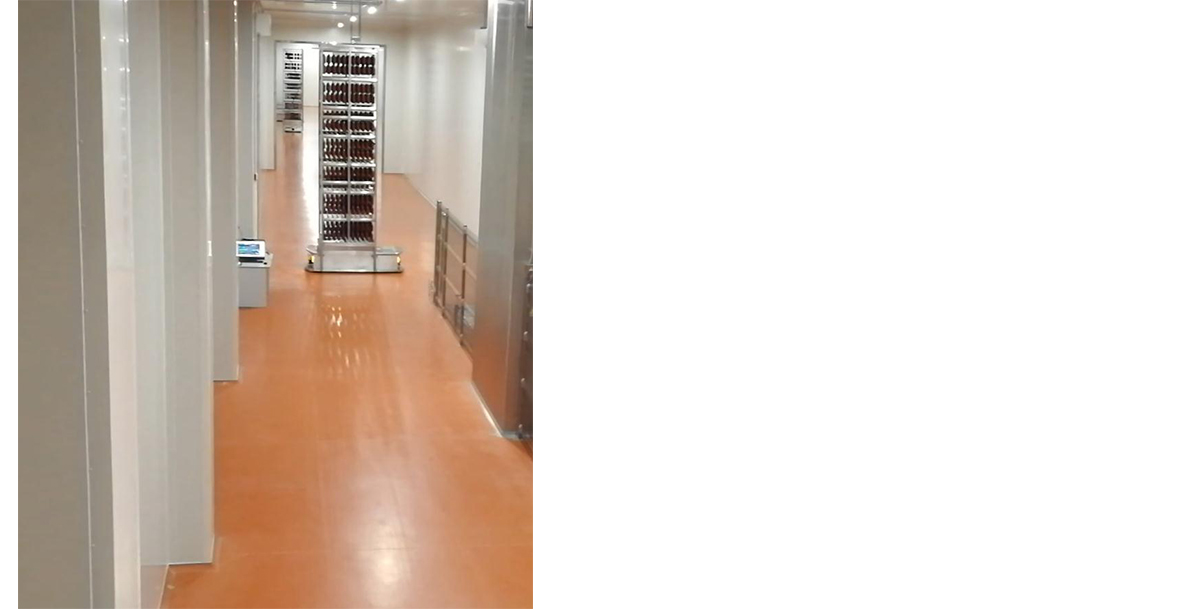
The robot shuttle transports the frame with products
Preparation for design
Wireless Client Settings
At the very beginning of designing a wireless network, we were guided by the fact that a wireless network is built not just for “device operation”, but for transferring data from specific applications and services. That is why you need to take into account the capabilities of wireless interfaces and features of client equipment (transmitter power, supported frequency bands, channels, etc.) to ensure the necessary minimum requirements for client applications for bandwidth and network delays.
As part of this project, we divided the main wireless network consumers into 3 groups:
- Data collection terminals
- Space Shuttle Robots
- Office workers laptops
The approximate requirements for the minimum necessary bandwidth and latency of data collection terminals and laptops of office workers have long been calculated and known. But with the mysterious robots it was somewhat more difficult. A dry response was received from the vendor for a request for a wireless data network: 500kbit / s, <300ms delay.

Robots-shuttles on charging
Found that all hosts have a remarkable characteristic - support work in the 5 GHz band! In coordination with the customer, we decided that we would design the network taking into account the use of only this range, which made life easier for us.
Designing a wireless network is necessary, first of all, based on the requirements of client applications and the capabilities of the client's wireless interface. Otherwise, in the end, you get either a highly redundant solution or a solution that does not meet the requirements for a WLAN.
Plans and drawings - the key to a healthy design
The process of designing a Wi-Fi network continued with a detailed study of both the plans and the object itself. Very often, at the start of the design, the engineer is faced with a situation that there is no construction readiness at the facility, and this is not just the absence of false ceilings and plasterboard partitions, but a partial or total absence of walls, floors, part of the supporting structures.


The state of the object at the initial stage of design
Therefore, for successful work it is necessary by all means to seek from the customer architectural plans, sketches of equipment placement, engineering communications data. In addition to plans, it is necessary to work closely with Customer’s technologists to understand technological processes so as not to miss important details. Often, customers ignore requests for details, but in our case, the maximum comprehensive information from the customer was provided.
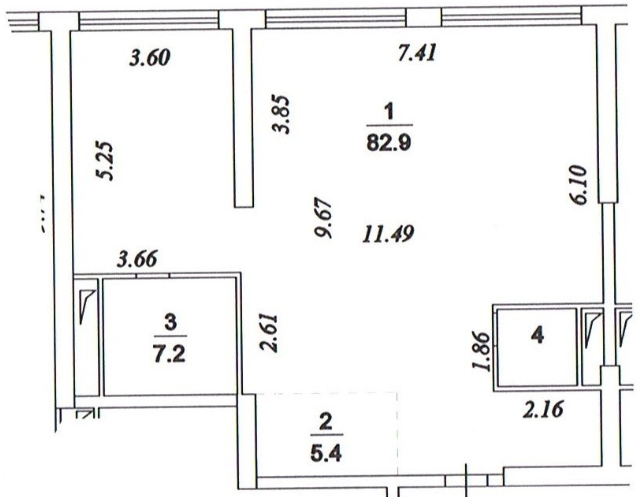
Example of a “bad” floor plan

Example of a “good” floor plan
"Correct" plans provide information on the placement of obstacles, structures, equipment, type of building materials. All this allows us to assess the factors affecting the propagation of the radio signal. For large projects, the availability of such source data allows you to optimize the technical solution and take into account the influence of the physical environment on the installation sites of access points, their number, type of antennas to be installed.
As an example, which reflects the need for an integrated approach to the study of premises - the story associated with this remarkable technology viewing gallery.

In one of the places the access point is located at a distance of 3-4 meters from the gallery, it can be seen through the glass. At first glance, glass and glass have a relatively small absorption coefficient and the signal level in the room should be acceptable. However, in a more detailed analysis it turned out that a fireproof stained-glass window was installed: reinforced filled aluminum frame and water-proof fire-glass. In practice, through this design on a mobile phone, there is no signal from the access point at all, a laptop with a more sensitive receiver shows a signal at the level of -80Dbm
At the stage of starting the design of a facility under construction, it is extremely important to have a complete visual representation of all the rooms, taking into account the installation of all the process equipment (it can, by the way, be located in the most unexpected way: on the floor, on the ceiling and many more).
The plant is not your office ...
One of the main differences between industrial premises and office premises from the point of view of designing a wireless network is the working conditions of access points and other network equipment. Understandably, server and telecommunications facilities are prepared taking into account the requirements and conditions of equipment operation. But the production facilities, even within the framework of the same plant, have completely different environmental parameters and it is necessary to be extremely attentive to the installation of network equipment in them.
In our case, the temperature was all right, it did not go beyond the range of -5 +30, however, all technological premises are subjected to cleaning by high-pressure systems.

In this regard, whatever access points and antennas would be chosen for work in technological rooms, it was decided to install them in a sealed radio-transparent box.
The attentive reader will immediately notice: why do you need to make such a “set” of the access point and the thermobox, when can you use access points with IP67 security level? Of course, we have not forgotten that each manufacturer has such, but chose the option using a hermobox, because:
- at the time of design, all protected Cisco access points (equipment of this particular manufacturer was planned for use) required additional import permits, except for the IW3700 model (its cost was much higher than budgeted). Registration of permits and delivery time of "protected" access points did not fit within the tight deadlines of the project;
- budget savings: a kit consisting of an access point 2702E and a germobox came out cheaper.
At the production facility, it is necessary to carefully consider the working conditions of the access points, taking into account the completely different characteristics of the premises (humidity, temperature, dust, etc.). You can solve the problem of protection not only blindly following the manufacturer's recommendations - to use protected access points. This option is not always possible and rational in the framework of the implementation of a project.
In the battle of the telecommunications engineer and production technologist - the latter is always right.
Available places to install access points - another important point, which at the initial stage of the design must be clearly defined. On complex technological objects, in addition to the installed equipment, there are also a lot of communications - electricity, water, air ducts. Many of them are detrimental to the spread of the wireless signal.
In our case, robots-shuttles were added to all of the above, which transported products from cooking sites to drying and fermentation chambers. This is not a statically installed object, but a mobile process equipment. It was very important to find out: where do they go? What is the maximum height of the shuttle with the frame? How far from the walls are the transport routes? A general understanding of the whole process of their work was very useful and it would be good to see this action live. But what a bad luck: there were no such plants in Russia at that time. The open spaces of the Internet and the most popular video hosting of the planet was to help us - it was possible to build ideas about robots and understand where to place our access points.
Often, at such sites the placement of access points is limited. It is not always possible to install an access point in a place that is optimal for signal propagation. In addition, it was necessary to satisfy the customer's requirement for resiliency in case of failure of one of the access points.
If you do not understand in detail the configuration of the premises and the process, you can get problems in the form of the transfer of one or many access points. And this is not just to be removed and outweighed: these are new technological openings, problems with eliminating the effects of old openings (in the food industry, special attention is paid to them due to problems of corrosion, rust formation, and external flora), the transfer of the SCS point. No arguments that Wi-Fi should work here and an access point installed in a dialogue with production technologists will not work if it really interferes with the installation of production facilities and units.
What if something refuses ... !?
Another important condition for designing WLANs on this not simple object is fault tolerance. Any failure in the absence of redundancy can lead to stoppages in the production process, which is not permissible. The need for resiliency was exacerbated by the functioning of robots-shuttles. They receive tasks via Wi-Fi networks, and also send parametric data to an automatic control system, for example - the weight of a moving frame, the point of stay, the battery charge level.
The radio environment was designed in such a way that in case of failure of one of the access points, the adjacent ones provided the coverage area of the failed point with a signal level at the receiver of at least -75DBm.
This design solution imposed some limitations and difficulties:
- firstly, it was necessary to abandon the directional antennas (a much larger number of access points would be required, and the antenna price is much higher than standard omni);
- secondly - to put up with the imposition of frequencies from different points in some areas.
As for the second limitation: here we once again tested in practice all the delights of designing a Wi-Fi environment in the 5 GHz range. Since the radio waves of this range propagate to a smaller distance than at 2.4 GHz, and there are more non-overlapping channels, this made it possible to avoid strong interference and interference.
We went ahead and reserved WLANs in such a way that in case of failure of the telecommunication node, the network continued to operate in the normal mode — adjacent access points were connected to different telecommunication nodes. Within one telecommunication node, access points were distributed to different switches. And of course, all other network elements (routers, core switches, WLAN controllers) were also reserved.
Power supply of wireless access points made from access level switches, equipped with two independent power supplies.
Each switch power supply unit is connected to a separate power distribution unit that receives electrical energy via an independent cable line from a separate switchboard of the uninterruptible power supply system. It is made with mutual redundancy of components and uses in its composition uninterruptible power supply units of modular type. SBE receives electrical energy from two independent transformer substations of the plant.
Radio planning
The first stage of radio environment planning - a predictive radio survey, was performed using the Ekahau Site Survey Pro software. It should be said here that the success of a predictive radio survey largely depends on the correctness of the chosen obstacle parameters (walls, three-dimensional objects, such as racks, shelves, and others), as well as the correctness of the room rendering. Many objects have a complex architecture and therefore the reliability of the data obtained in this calculation is in great doubt.
In practice, due to the complexity of the structures of an industrial enterprise and the various materials used in construction (for example, the drying chambers are made of metal sandwich panels), you could only rely on the Wi-Fi planning method of the environment: you could work out, so to say ”Placing access points, determine their approximate number. This data is enough to start the design of engineering systems.
But as soon as the construction readiness of at least part of the facility allowed us to perform a radio survey on site (pre-deployment survey, or as it is called, AP-on-a-stick), we moved to the site. There was no time to wait for the facility’s complete readiness, it’s time to decide on the final composition of the equipment and order it. The deadline for the project has not been canceled.


Having made measurements in several typical places, it came to an understanding of how to locate access points over the entire object. By the way, the number of access points decreased in comparison with the originally planned by 15-20%.
You can rely on software radio modeling only if you have experience designing Wi-Fi in similar environments and with similar network requirements. Conducting a pre-deployment site survey will make sure that the preliminary calculations are correct and, if necessary, adjust them.
It's time to object!
After receiving the long-awaited equipment, without losing a single day, we sent access points to installers, to mount a large number of access points at a construction site, where besides you many other contractors are difficult. That room was closed, then other equipment was being installed in it and it was impossible to work in parallel.
In parallel, configuration and installation of network switches, routers, WLAN controllers was carried out. Some telecommunications equipment installation sites did not have construction readiness, on the other hand, process equipment specialists already required a network for tests.
Throughout the facility we installed 14 telecommunication cabinets. Switch ports ensured the operation of not only access points, but also technological equipment.

Mounted Telecom Cabinet
An example of technological interaction between different automated systems
A simplified typical example of the direct interaction of different automated systems through various physical means of transmission is loading the frame with products into the drying and fermentation chamber:
- At the final stage of transporting the frame with the products, the robot shuttle reports its location to a single information platform (UIS) (via WiFi).
- The UIS issues a command to the drying chamber controller (by wire) to open the chamber.
- Having received confirmation from the controller (by wire) that the camera is open, UIS issues a command to the shuttle robot (via WiFi radio channel) to move inside the camera.
- After receiving a message from the robot shuttle, about being inside the camera, the UIS issues a command to the camera controller (by wire) to partially close the camera 80% (to save the camera's climatic parameters).
- After positioning the frame inside the camera, controlling the weighing with the scales embedded inside the robot shuttle, information is transmitted to the UIS (via WiFi radio channel) and the robot shuttle receiving the following transport task leaves the drying chamber.
- After receiving a message from the robot shuttle about leaving the UIS camera, it issues a command to the drying chamber controller (by wire) to completely close the chamber and continue the product drying program.

Summary
The design and implementation of LAN and WLANs, as well as engineering systems, took 8 months. Acceptance tests lasted 4 days. The test program consisted of various fail-safe checks - we selectively disconnected access points, as well as entire telecommunication cabinets, checked the functioning of the wireless network, and roaming.
At the time of full readiness of wireless and wired local computer networks, parallel work was going on to commissioning and commissioning industrial equipment and the most demanding Wi-Fi hosts - shuttle robots.
We can say with confidence that the lack of complaints from the manufacturers on the performance of the network infrastructure confirms the success of the work we have done.
Customer quote.
Vladislav Belyaev IT Director Cherkizovo Group
... Full automation removed the human factor ... This, on the one hand, saved us from human errors that had always occurred before, because There were many operations and people. The second factor is bio-safety: the fewer people come into contact with raw materials, with a semi-finished product, the better the product and the longer it will last. In turn, the overall integrated chain of processes allowed to quickly obtain all objective information from all stages. A company in real time can always see what is happening with the plant: from the operation of machine tools to the macro level ...