Manual mounting of complex cards on components 0402, 0603, QFN, LQFP and THT
Greetings!

Today we will talk about how to achieve high quality mounting on boards with a large number of components - up to 1500pcs (more can be done with tight mounting or when assembling 1-2 boards at the same time - no more). The need for such a complex installation usually arises in the manufacture of the first layout or several samples to make sure that the PCB trace (the main difficult points) is correct or in a one-time production. After receiving such a layout, you can begin to debug the software and make adjustments to the board. The factory assembly, in this case, is not entirely suitable because of its cost, preparation of design documentation, selection of components, timing, prototyping, and much more (under the picture cut-off for 8Mb).

Fig. 1. Ready-made circuit board with components 0402 (back side).
So, let's start by defining what we need. All surface mounting will be carried out with a hairdryer and solder paste, since it is several times faster and better than a soldering iron and solder in the wire.
1. Soldering station (for example, Lukey 852D + with 10mm nozzle).
2. Thin non-magnetic tweezers (for installing components).
3. Tweezers with a wide grip (for applying solder paste).
4. Flux (for example, Amtech NC-559-ASM, or other non-washing).
5. Solder paste (Solder paste W001).
6. Good light and table.
7. Brush / bath / alcohol to flush the circuit board.
In the process, it becomes clear that there is something, so here we will not focus on it. To begin with, we will carry out all the preparations and understand the technology of soldering. In order to solder two surfaces, they must first be tinned, then leaned against each other, heated, and after the tin has completely melted, cool. This is briefly. High-quality soldering has no inclusions, shells, cracks and has a uniform structure. Cooling of the solder should occur in a stationary state, only in this case it will solidify correctly.
Solder paste needs to be slightly modified. In order for it to overlap well and spread evenly, it must be diluted with flux in a ratio of about 2: 1 (mix well into a homogeneous mass). In some cases, the proportion may vary, for example, if all the pads have a large area, then the solder should be slightly thicker and vice versa.

Fig. 2. Solder paste.
In order to step by step explain the whole installation process, we solder part of a small board on which various components are located. The first thing to do (if the board is only from production and clean) is to apply solder to it. The simplest and fastest, with a certain dexterity, method is the application with wide tweezers (or a spatula). Below are the slides for the solder application process. At one time, it is necessary to take a small amount of solder and apply it neatly with a uniform and thin layer on the board (like a spatula). There is no need to apply it exclusively to the contact pads, during the heating process, due to the large amount of flux, excess tin will transfer to the contact pads or turn into balls, which must be transferred to the contact pads manually (hereinafter we will describe how to do this).


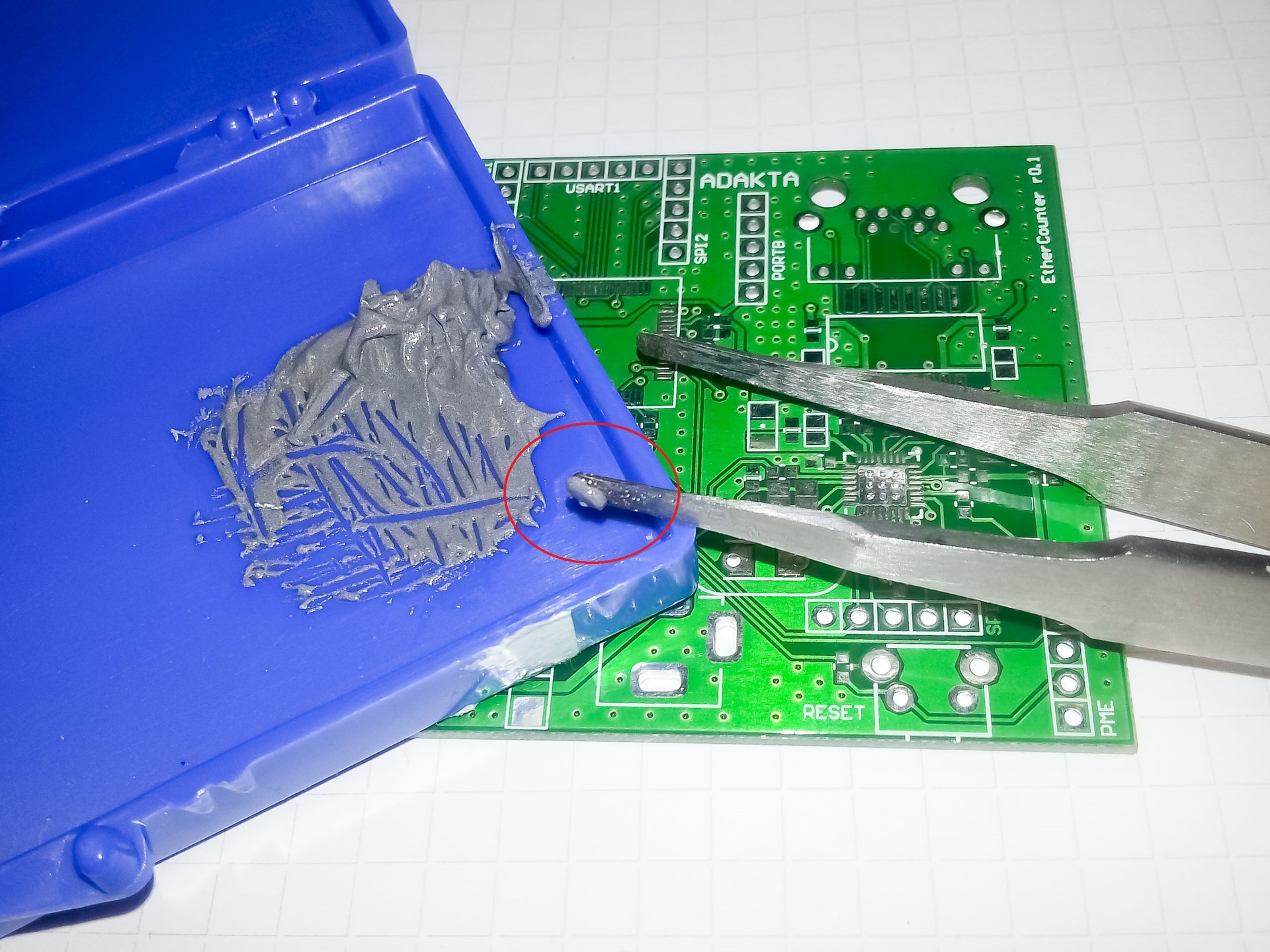
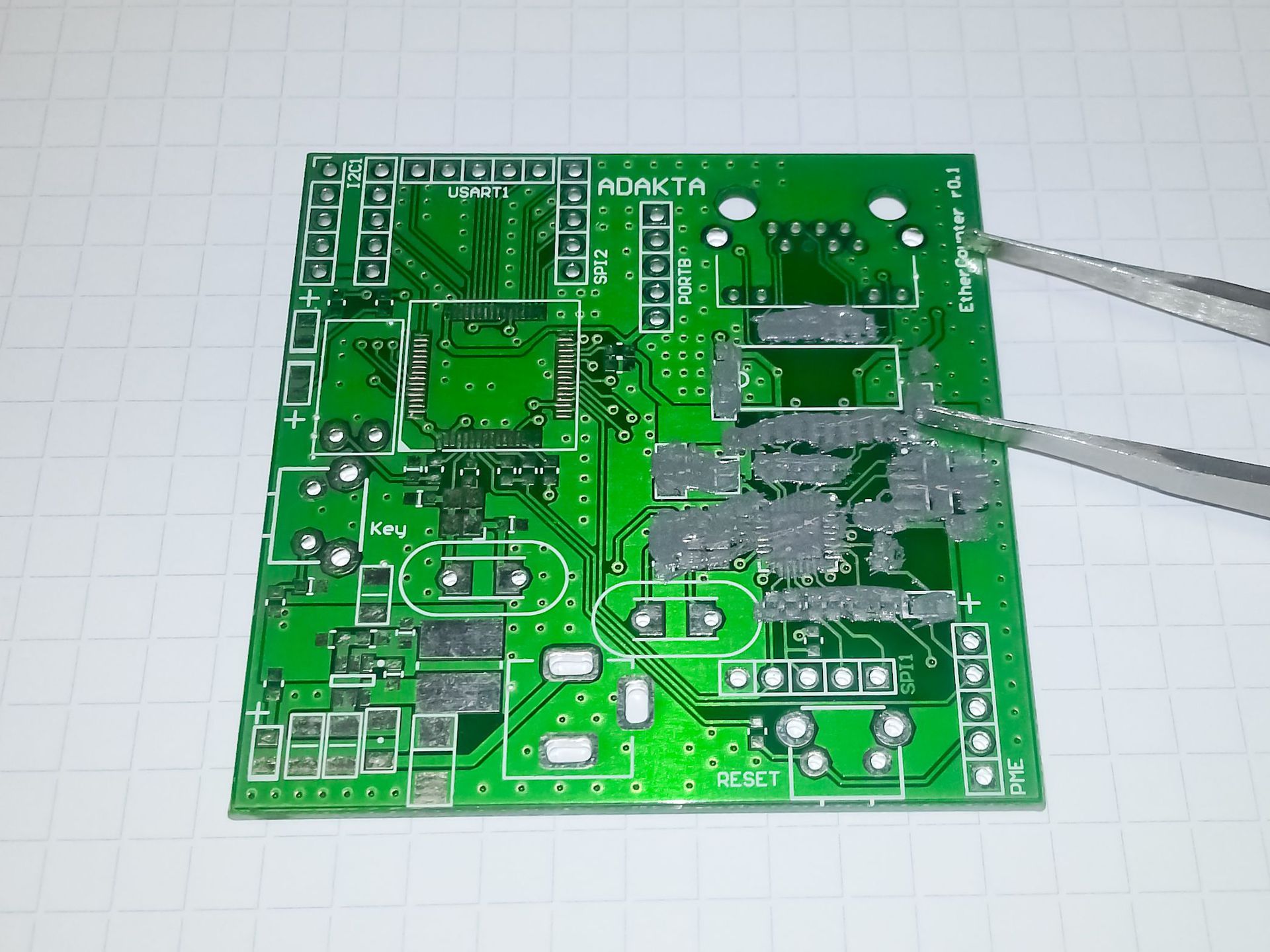
Fig. 3. The process of applying solder to the board.
The arrangement of the components. Not all components can be placed immediately after applying the solder paste. For example, elements in LQFP cases with a lead spacing of less than 0.8 mm need to be installed a little later - after the first warm-up by a hairdryer, otherwise there will be short circuits between the leads, which will be difficult to remove (of course, you can use a “braid”, but try do without it). So, first of all, we install SMD capacitors, resistors, diodes, etc., components in QFN packages. For this we need thin non-magnetic tweezers. For a quick and convenient search for components, I use the search in Altium Designer (the project, respectively, is done there). The search for components is performed from left to right, from top to bottom, select a component, for example, capacitor 100n, find them all and install them on the board.
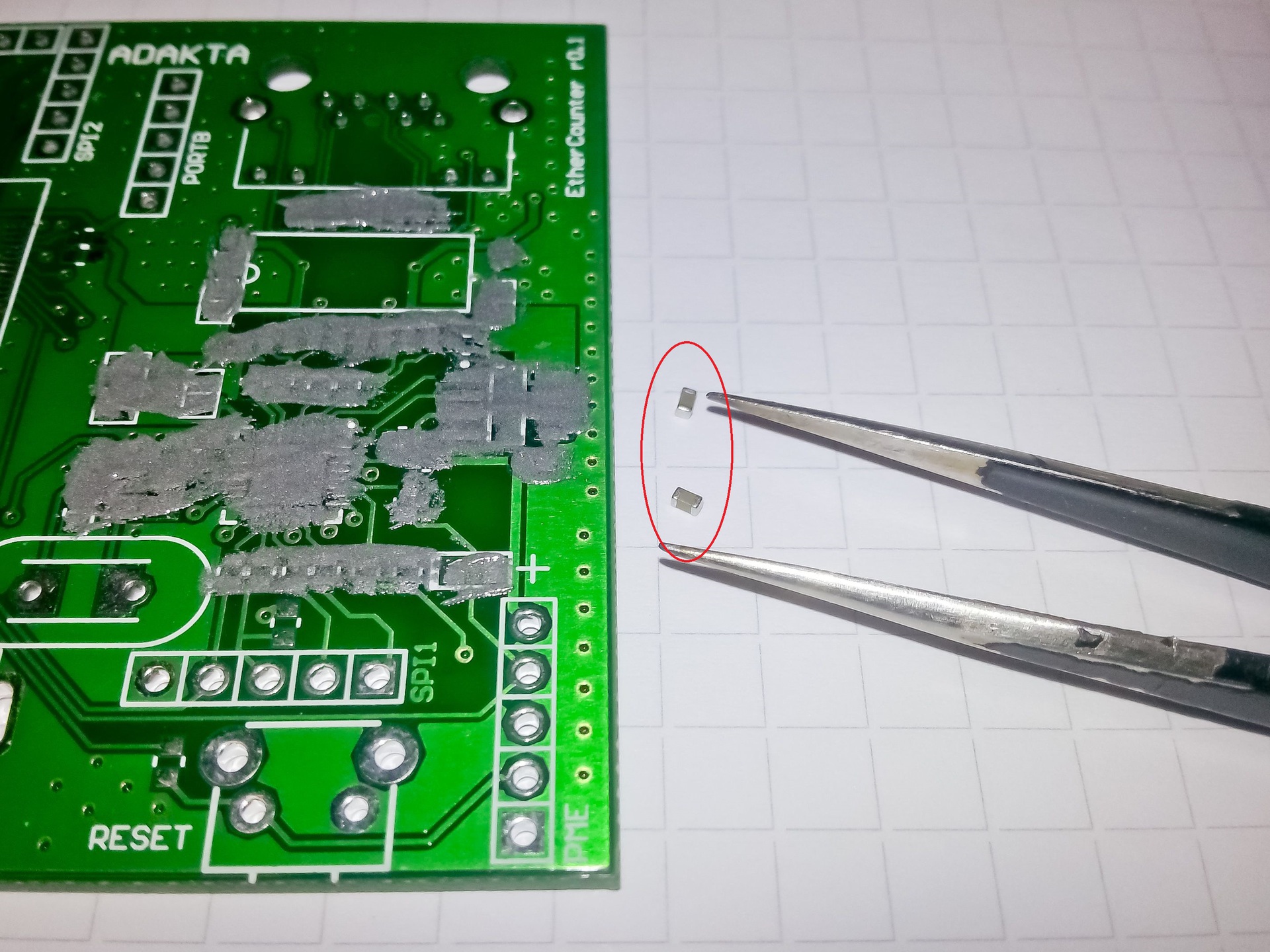
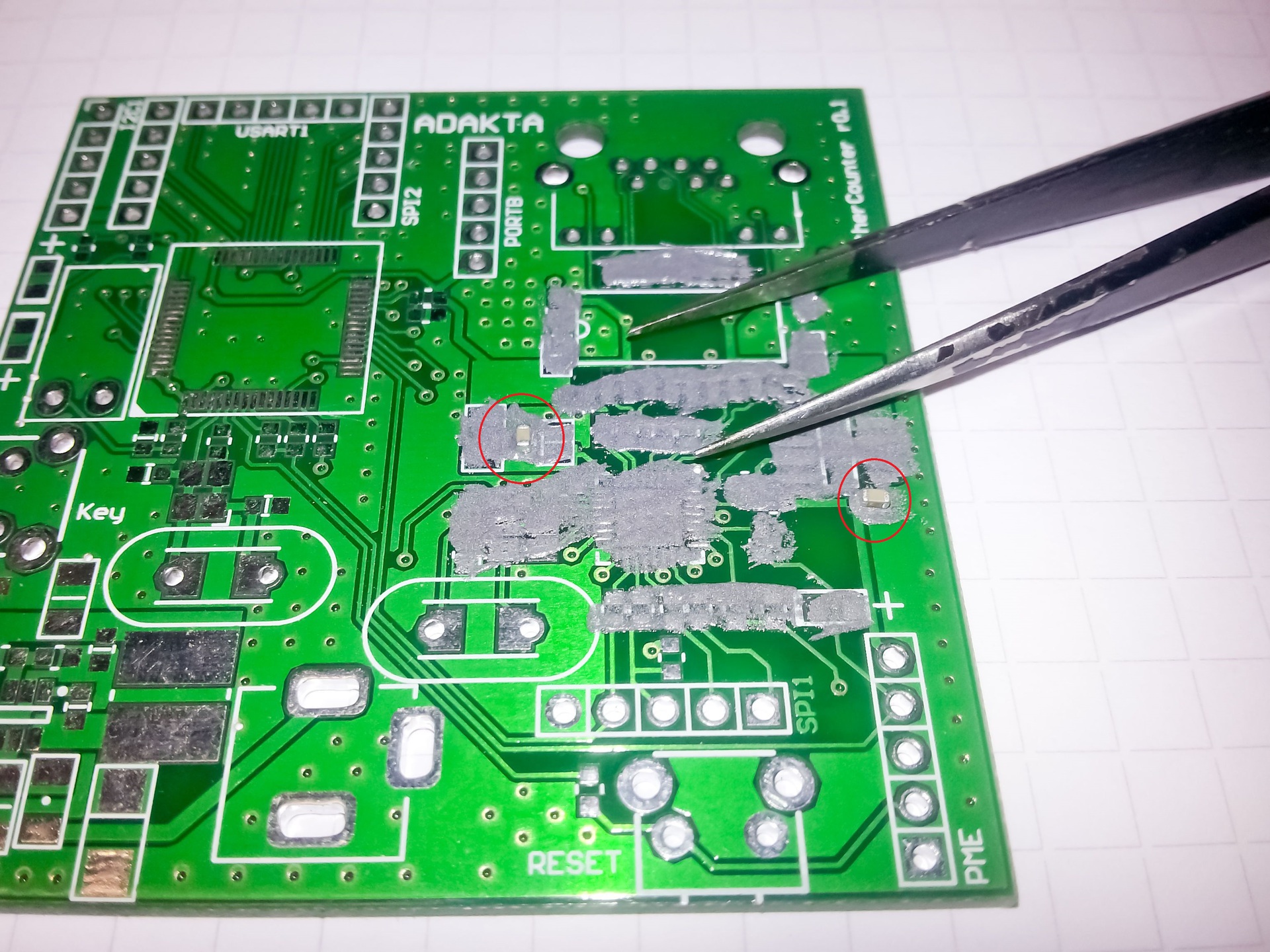
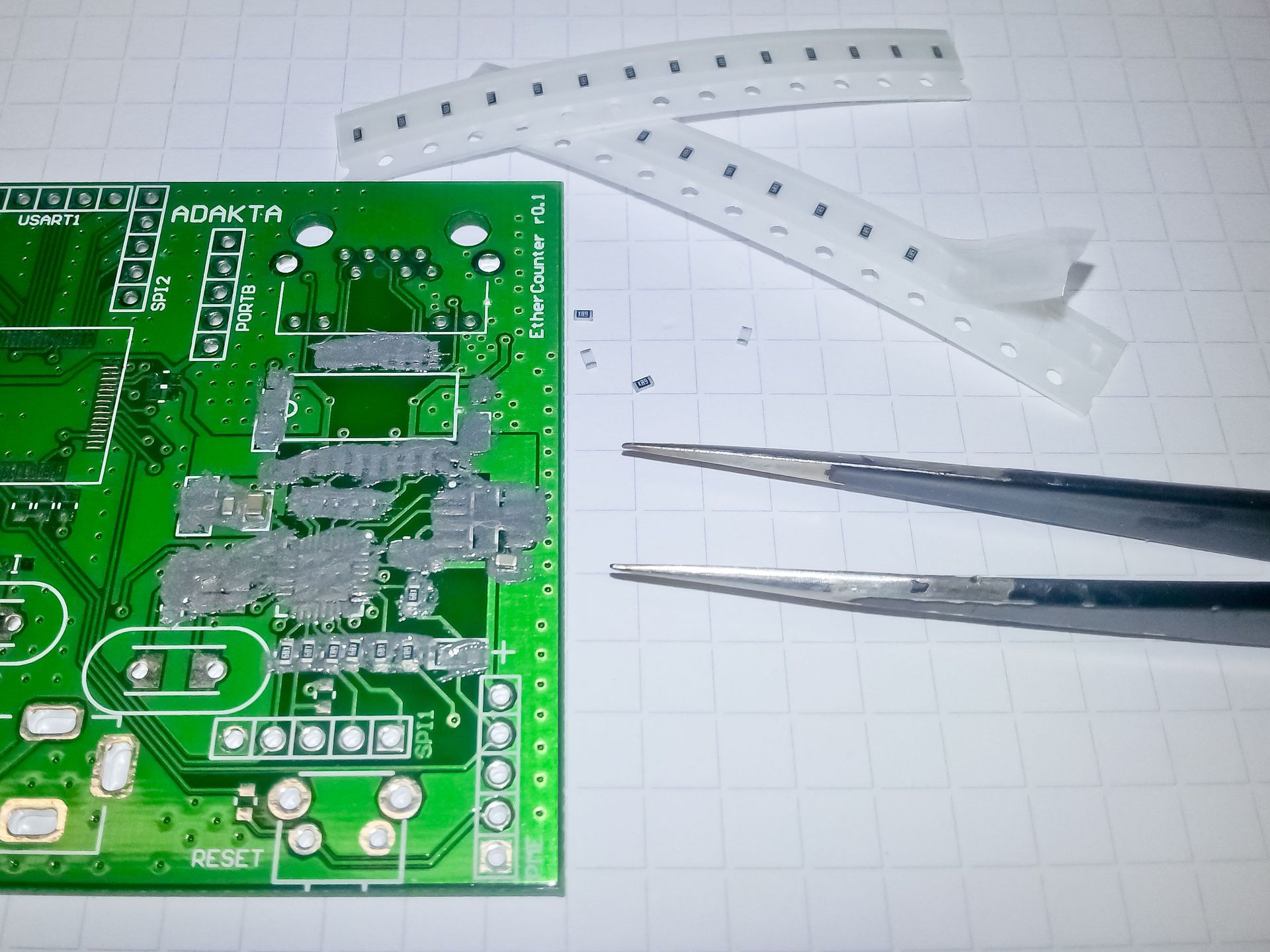
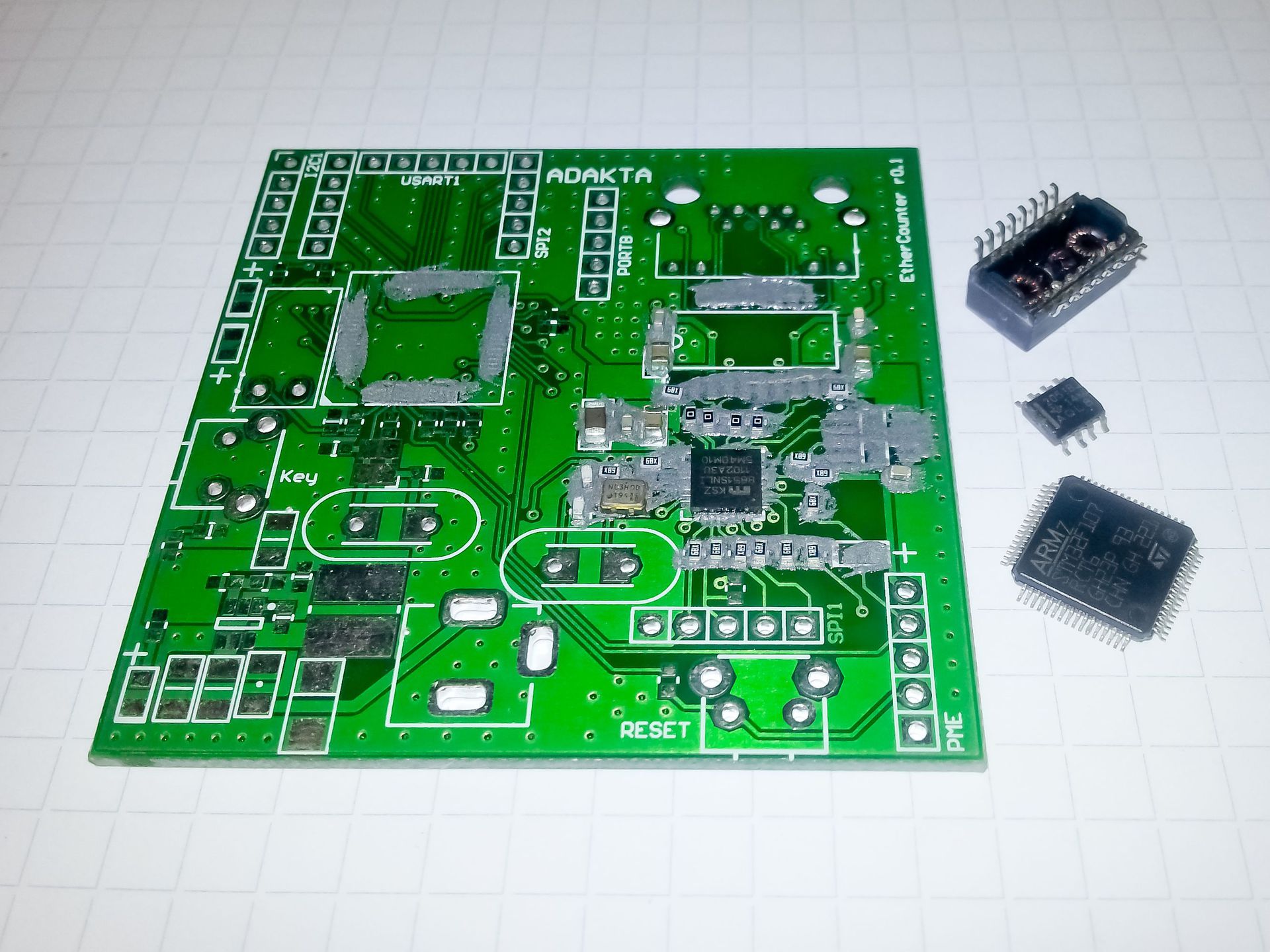
Fig. 4. Installing components on the board.
If it is necessary to assemble several boards, it is better to install components on 2 or 4 boards at once, since in this case the probability of component installation errors in the wrong places is reduced, this will also significantly reduce the overall assembly time. In order to simplify the assembly, the components can be placed in the cash register, then they are more convenient to get out and their location is quickly remembered. After all the necessary components are installed, you can start heating and soldering directly. The board should lie on a flat surface that is not afraid of strong heat. In your left hand you need to hold a hair dryer, in the right tweezers. Temperature (set on the indicator) is approximately 390 degrees. - this is a rather high temperature, but it is for this station that this value is normal (also, if there are no special restrictions on the temperature of component soldering). The soldering process boils down to the heating of individual parts of the board (you need to do this as evenly as possible), on which the components stand, avoiding overheating and "swelling" of the PCB. For boards with a small number of large polygons and 4 layers, the temperature must be reduced to 360 degrees. During heating, it is necessary to monitor how the tin melts and at the same time tweezers to correct the components on the pads. Especially watch out for components of size 0402, as they begin to “float” on the flux and can mix on the circuit board. In the process of soldering, tin rolls into balls, and “sticks” are formed between some pads, this is removed using a component (for example, a capacitor) captured by tweezers (the main thing to remember is where the component was taken from). He collects excess tin, which can then be transferred to large pads. All this must be done when the board warms up, until the flux has dried (it can be applied separately if something did not work out the first time). After soldering the first batch of components, the board looks something like this:
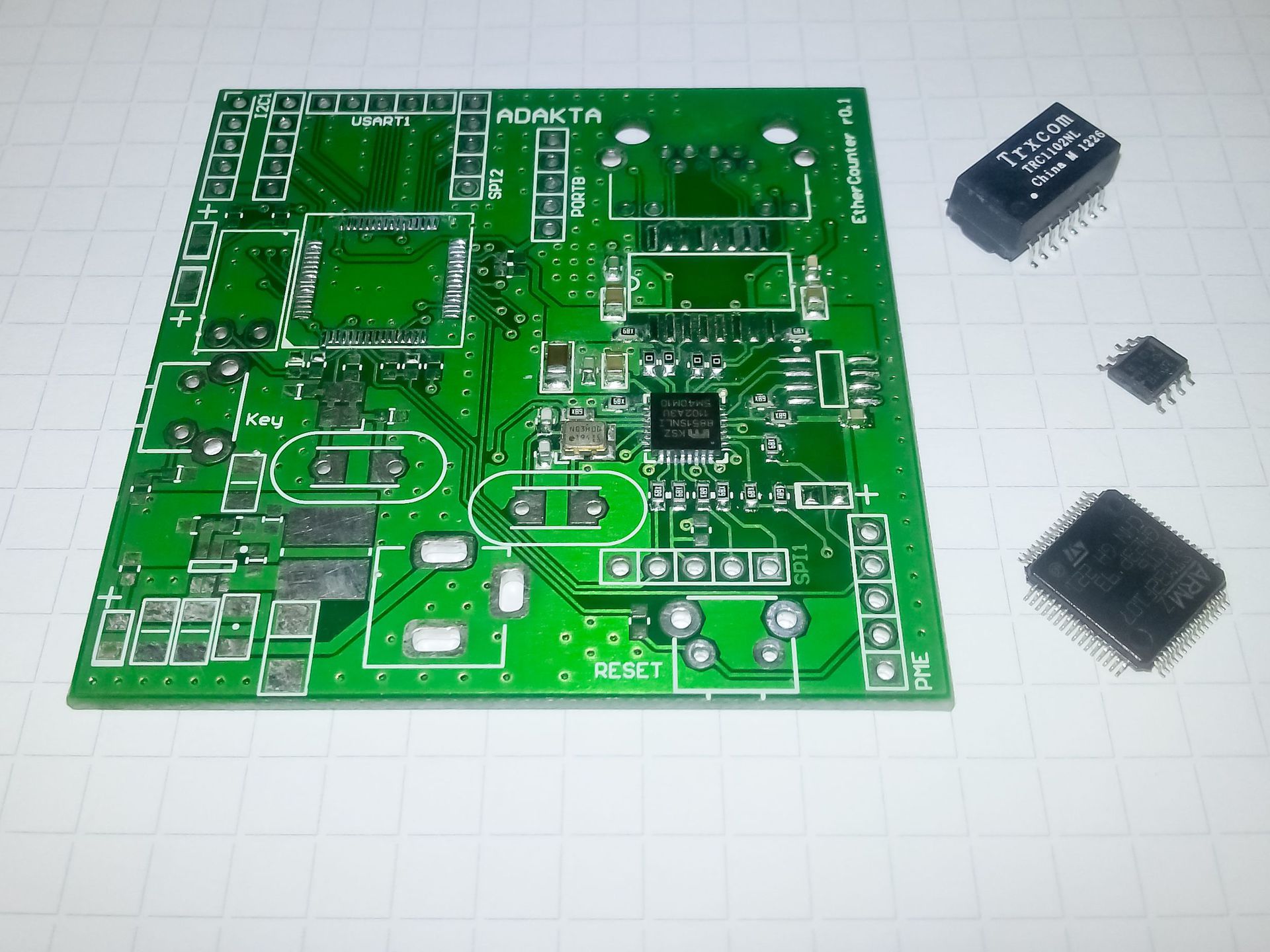
Fig. 5. The first warm-up.
I intentionally did not install SOIC to show how it is more convenient to solder it. Before installing components in LQFP and SOIC, it is necessary to apply a thin flux stand to (tinned!) Contact pads - this will make soldering better. Next, install the remaining components. I note that the smaller the pin pitch for components, the more accurately they need to be positioned. For example, the STM32F107 in the LQFP64 package will not be raised with tweezers during warming up, since if it moves at least half of the lead pitch (which is only 0.25 mm), then the tin will be poured onto adjacent pads. SOIC can be raised to pre-heat the board, it is also relevant for components in a plastic case (relays, connectors, optocouplers, etc.). At the second warming up, there is no longer any need to warm up the entire board, you can limit yourself to those places where the necessary components are installed. After soldering and washing, the board looks like this:
Fig. 6. The second warm-up.
This board has two-sided mounting. When soldering components on the other hand, the lower ones (previously installed) will begin to move out. To prevent this from happening, it is necessary to install the board on the mounting racks (fix it in the holder) or install several connectors to avoid contact of the components that are already soldered with the surface. For high-quality soldering of output components, there are also a couple of tricks. I always use solder with a flux (for example RA-0.5), with a diameter of 0.5 mm, respectively. In order to get the correct flow of solder between the metallized hole and the component outlet, it is necessary that during the process of soldering, four objects are always in contact: a soldering iron, a contact pad, a component lead and solder, and this is done as follows: we lean the soldering iron to the terminal so that it simultaneously touches the girdle Pada then we bring the solder and lean it against the soldering iron, as close as possible to the output of the component and the “pad”. As a result of this, the solder will flow into the heated hole and forms a small “influx”, after which it is necessary to remove the solder, and then the soldering iron from the output and “pad”.
Fig. 7. Soldering of output components.
In the next article I will talk about installing BGA components (BGA84, BGA78, BGA620 and even BGA1084) using a hairdryer. As well as the pros and cons of installing a BGA using a specialized infrared soldering station.
PS: If there are any tips on the topic of manual installation, I will listen with pleasure, I can also tell you if something remains unclear.
Today we will talk about how to achieve high quality mounting on boards with a large number of components - up to 1500pcs (more can be done with tight mounting or when assembling 1-2 boards at the same time - no more). The need for such a complex installation usually arises in the manufacture of the first layout or several samples to make sure that the PCB trace (the main difficult points) is correct or in a one-time production. After receiving such a layout, you can begin to debug the software and make adjustments to the board. The factory assembly, in this case, is not entirely suitable because of its cost, preparation of design documentation, selection of components, timing, prototyping, and much more (under the picture cut-off for 8Mb).
Fig. 1. Ready-made circuit board with components 0402 (back side).
So, let's start by defining what we need. All surface mounting will be carried out with a hairdryer and solder paste, since it is several times faster and better than a soldering iron and solder in the wire.
1. Soldering station (for example, Lukey 852D + with 10mm nozzle).
2. Thin non-magnetic tweezers (for installing components).
3. Tweezers with a wide grip (for applying solder paste).
4. Flux (for example, Amtech NC-559-ASM, or other non-washing).
5. Solder paste (Solder paste W001).
6. Good light and table.
7. Brush / bath / alcohol to flush the circuit board.
In the process, it becomes clear that there is something, so here we will not focus on it. To begin with, we will carry out all the preparations and understand the technology of soldering. In order to solder two surfaces, they must first be tinned, then leaned against each other, heated, and after the tin has completely melted, cool. This is briefly. High-quality soldering has no inclusions, shells, cracks and has a uniform structure. Cooling of the solder should occur in a stationary state, only in this case it will solidify correctly.
Solder paste needs to be slightly modified. In order for it to overlap well and spread evenly, it must be diluted with flux in a ratio of about 2: 1 (mix well into a homogeneous mass). In some cases, the proportion may vary, for example, if all the pads have a large area, then the solder should be slightly thicker and vice versa.
Fig. 2. Solder paste.
In order to step by step explain the whole installation process, we solder part of a small board on which various components are located. The first thing to do (if the board is only from production and clean) is to apply solder to it. The simplest and fastest, with a certain dexterity, method is the application with wide tweezers (or a spatula). Below are the slides for the solder application process. At one time, it is necessary to take a small amount of solder and apply it neatly with a uniform and thin layer on the board (like a spatula). There is no need to apply it exclusively to the contact pads, during the heating process, due to the large amount of flux, excess tin will transfer to the contact pads or turn into balls, which must be transferred to the contact pads manually (hereinafter we will describe how to do this).
Fig. 3. The process of applying solder to the board.
The arrangement of the components. Not all components can be placed immediately after applying the solder paste. For example, elements in LQFP cases with a lead spacing of less than 0.8 mm need to be installed a little later - after the first warm-up by a hairdryer, otherwise there will be short circuits between the leads, which will be difficult to remove (of course, you can use a “braid”, but try do without it). So, first of all, we install SMD capacitors, resistors, diodes, etc., components in QFN packages. For this we need thin non-magnetic tweezers. For a quick and convenient search for components, I use the search in Altium Designer (the project, respectively, is done there). The search for components is performed from left to right, from top to bottom, select a component, for example, capacitor 100n, find them all and install them on the board.
Fig. 4. Installing components on the board.
If it is necessary to assemble several boards, it is better to install components on 2 or 4 boards at once, since in this case the probability of component installation errors in the wrong places is reduced, this will also significantly reduce the overall assembly time. In order to simplify the assembly, the components can be placed in the cash register, then they are more convenient to get out and their location is quickly remembered. After all the necessary components are installed, you can start heating and soldering directly. The board should lie on a flat surface that is not afraid of strong heat. In your left hand you need to hold a hair dryer, in the right tweezers. Temperature (set on the indicator) is approximately 390 degrees. - this is a rather high temperature, but it is for this station that this value is normal (also, if there are no special restrictions on the temperature of component soldering). The soldering process boils down to the heating of individual parts of the board (you need to do this as evenly as possible), on which the components stand, avoiding overheating and "swelling" of the PCB. For boards with a small number of large polygons and 4 layers, the temperature must be reduced to 360 degrees. During heating, it is necessary to monitor how the tin melts and at the same time tweezers to correct the components on the pads. Especially watch out for components of size 0402, as they begin to “float” on the flux and can mix on the circuit board. In the process of soldering, tin rolls into balls, and “sticks” are formed between some pads, this is removed using a component (for example, a capacitor) captured by tweezers (the main thing to remember is where the component was taken from). He collects excess tin, which can then be transferred to large pads. All this must be done when the board warms up, until the flux has dried (it can be applied separately if something did not work out the first time). After soldering the first batch of components, the board looks something like this:
Fig. 5. The first warm-up.
I intentionally did not install SOIC to show how it is more convenient to solder it. Before installing components in LQFP and SOIC, it is necessary to apply a thin flux stand to (tinned!) Contact pads - this will make soldering better. Next, install the remaining components. I note that the smaller the pin pitch for components, the more accurately they need to be positioned. For example, the STM32F107 in the LQFP64 package will not be raised with tweezers during warming up, since if it moves at least half of the lead pitch (which is only 0.25 mm), then the tin will be poured onto adjacent pads. SOIC can be raised to pre-heat the board, it is also relevant for components in a plastic case (relays, connectors, optocouplers, etc.). At the second warming up, there is no longer any need to warm up the entire board, you can limit yourself to those places where the necessary components are installed. After soldering and washing, the board looks like this:
Fig. 6. The second warm-up.
This board has two-sided mounting. When soldering components on the other hand, the lower ones (previously installed) will begin to move out. To prevent this from happening, it is necessary to install the board on the mounting racks (fix it in the holder) or install several connectors to avoid contact of the components that are already soldered with the surface. For high-quality soldering of output components, there are also a couple of tricks. I always use solder with a flux (for example RA-0.5), with a diameter of 0.5 mm, respectively. In order to get the correct flow of solder between the metallized hole and the component outlet, it is necessary that during the process of soldering, four objects are always in contact: a soldering iron, a contact pad, a component lead and solder, and this is done as follows: we lean the soldering iron to the terminal so that it simultaneously touches the girdle Pada then we bring the solder and lean it against the soldering iron, as close as possible to the output of the component and the “pad”. As a result of this, the solder will flow into the heated hole and forms a small “influx”, after which it is necessary to remove the solder, and then the soldering iron from the output and “pad”.
Fig. 7. Soldering of output components.
In the next article I will talk about installing BGA components (BGA84, BGA78, BGA620 and even BGA1084) using a hairdryer. As well as the pros and cons of installing a BGA using a specialized infrared soldering station.
PS: If there are any tips on the topic of manual installation, I will listen with pleasure, I can also tell you if something remains unclear.