How we mount the DDIBP: huge flywheels in data centers and a means of emergency reserve of critical facilities

Packing DDIBP in an all-weather container
The latest domestic DDIBP are on Baikonur. At some point in our country the technology for the production of large kinetic drives was lost, and now we are transporting them from Holland.
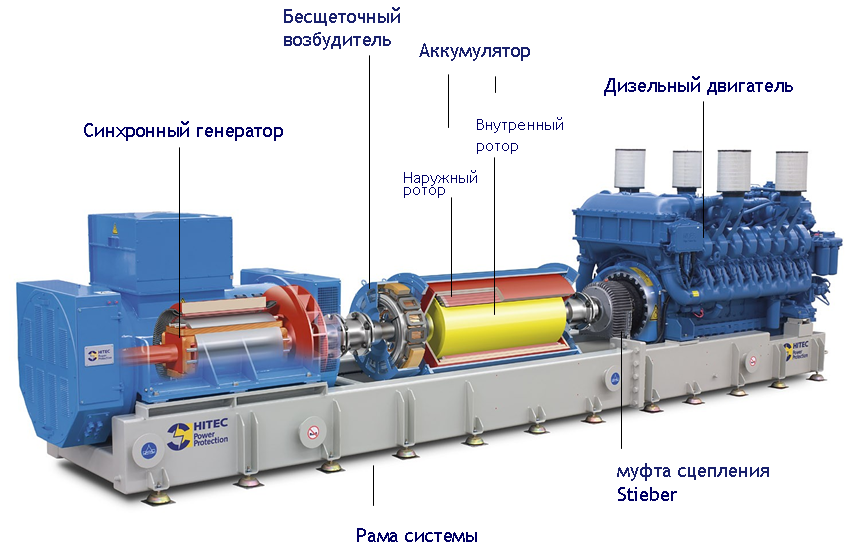
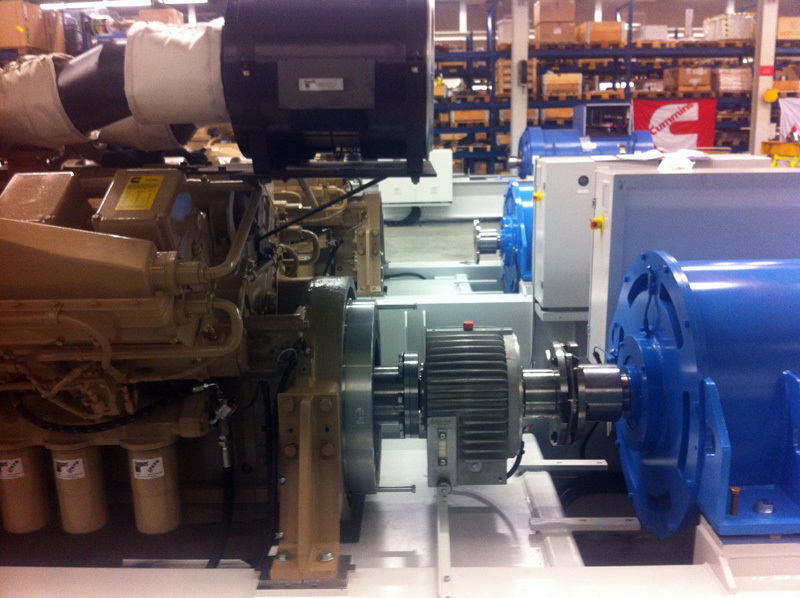
Roughly speaking, the DDIBP is a large such top mounted on a strictly horizontal shaft.The rotor of a three-phase asynchronous machine rotates at a speed of 3 thousand revolutions per minute, and the rotor of the generator (outside) operates at a speed of 1500 revolutions per minute. The main power circuit passes through this system. As soon as the abyss feeds, a heavy spinning top will spin the generator through the electromagnetic field for some more time. There is no switching in fact - the system continues to work without changing the graph of voltage, frequency and current strength. In modern installations, a “hot” diesel engine reaches a nominal value of 3-15 seconds.
Details about the device
Once again: we spin the spinning top and almost free of charge support its rotation any time. When the power is turned off, the stored mechanical energy is converted into electric current without switching the line. Intelligent automation ensures that the generator shaft rotates at the same speed. The braking time of the top is enough to start the diesel engine, and UPS batteries are not needed. By the way, this is important, I saw a business center where DDBPs were installed because standard batteries would simply break through the masses.
But let's look at the usual backup power scheme - these are the lines of UPS batteries:

In the event of a power failure, they provide approximately 7-15 minutes of operation before turning on and synchronizing the diesel engines. The problem of data centers and other critical objects is precisely in this first period: then the diesel generator is launched, and everything continues to work normally (or with the degradation of services to critical ones, for example, with semi-off lighting).
Batteriesfor small objects they are practical, cheap, easy to reserve and expand. Firstly, at the same time they are very physically very difficult (we had a case when reserving power in a business center with a load-bearing capacity of about a ton per meter of floor was simply unrealistically expensive to implement, and in addition because of the occupied space that could to lease). Secondly, they slowly poison gas (hydrogen), and no matter what is written in the documents, this requires separate ventilation, and sometimes an air conditioning system. Thirdly, they have a limited resource, and they need to be changed on average once every 5 years. Replacement of 1 MW - 2.5 million rubles, taking into account the correct disposal of spent modules. Fourth, the batteries are very demanding on the climate: an ordinary plug - from 18 degrees Celsius to 22. Going beyond the temperature range - reduces service life.
DDIBP, accordingly, does not require such difficulties, but then:
- Entirely reserved (need a second one)
- Requires a much greater technological level of the manufacturer. In our case, this means delivery from the Netherlands and the corresponding prices.
- We need regular maintenance (this is still an engine with moving parts, and you need to take care of it). However, it is worth noting that static UPSs with batteries also require regular maintenance at the same frequency as the DDIBPs, which equalize them for this indicator.

Pluses - a smaller area for technological needs, a longer service life (25 years, but I personally do not have projects with such a long implementation period, my installation lasted 12 years, but I saw 30-year-old samples from colleagues in the Netherlands), a combination of a throttle and the synchronous generator operates as an external power filter (no peaks, frequency fluctuations, voltage drops and transients). As a rule, DDIBP is supplied by one complex from one company, so there is no need to coordinate the work of different modules. Power factor cos (f)> 0.98. The fact is that there are no rectifiers and inverters - instead of losses due to conversion with a UPS, a linear circuit operates. The efficiency of the traditional system is about 90–93%, while the kinetic drive is at least 97%.
It is worth adding another very important thing: modern DDIBPs are equipped with a diesel engine in the "hot" mode, similar to the "sleep" mode of operation of a laptop. When the heating is ready, the output at the nominal value is 3 seconds. This is not a typo, really 3 seconds. Reckoning is approximately minus 20% of the estimated service life from the “cold” mode, but those who at least once saw a de-energized medical center during the operation will be appreciated.
And DDBI is quite regularly put on the street, since its mode is from +5 to +40. In combination with a suitable all-weather container, it can generally be put in the field, which is often done in a mobile version.

Who uses
DDIBP is most often installed in data centers. In Russia, there are several objects of class TIER III or similar in terms of reliability, where kinetic drives are installed. In addition, we put the car in office centers and on closed facilities. It got to the point that the list of critical equipment included not only elevators, lights and IT systems, but also an ordinary coffee maker, which should continue to support the work of an emergency situation center even in the event of a physical violation of all external power supply rays.
In other countries, large DDBIs are still used at government and military facilities, in office buildings.Smaller - in medical centers for critical operating rooms, in a number of offices. As buyers of cars from our Dutch partners, Google for data centers was noted, a number of large airlines for their dispatch facilities, Intel for semiconductor manufacturing, textile factories, Ford, Nokia, AT&T, NATO defense, heavy industry (the same Shell), banks, pharmaceuticals and healthcare .
The Chinese, for example, have recently been very actively reserving precisely them (probably, they also encountered the problem of the thickness of the ceilings and the issue of storing UPS batteries, or simply learned to count money). For example, we have an operator data center, where 3 floors are given for racks, and two more floors are for batteries with power plants. A total of 40% of the useful area is occupied by power lines (auxiliary infrastructure).
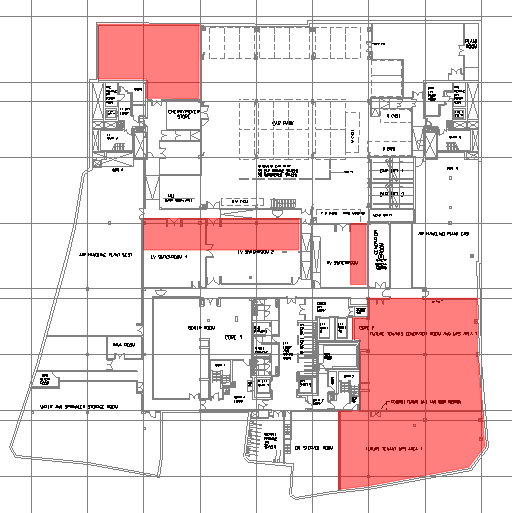
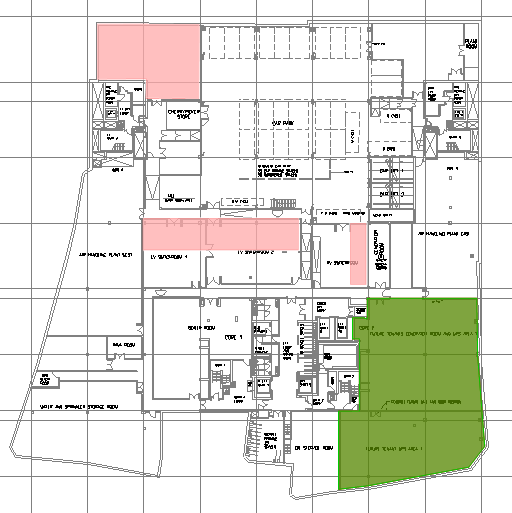
An example in the United States: 750 square meters of batteries versus 350 squares of DDIPB + additional services
In Russia, I would not recommend using the DDIBP when consuming less than a megawatt, but, of course, in any case, when deciding on the use of uninterruptible power supply technology for important consumers, a full-fledged qualitative calculation and economic feasibility of applying the optimal solution.
In 2013, a real boom in kinetics requests began. True, in practice they still take batteries, they are more profitable in a short-term case, less capital costs, and delivery is faster. But the engineer, who does not know, in the construction of most administrative facilities, is given according to the residual principle, if only there is enough money. If the plan is for 5-6 years or more, then people think about their costs, and here comes the understanding about DDIBP, TCO, energy efficiency, etc. The work of my team begins.
Comic "One Day of Russian Nutrition"
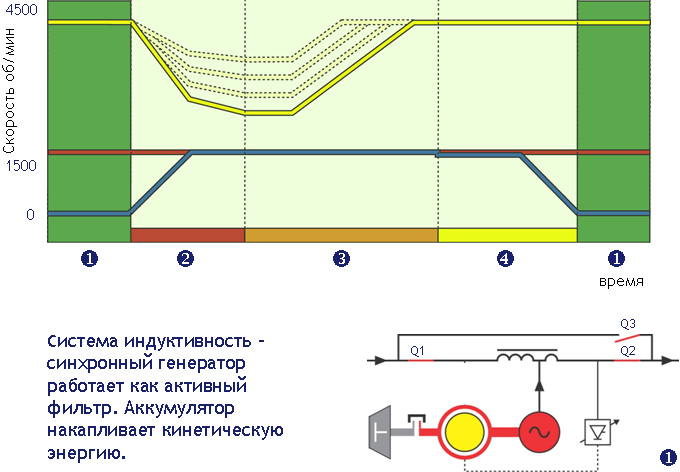
Until we go further, let’s show once again how the top is better than the standard scheme. So, while we have power, and the DDIBP just works like a filter:
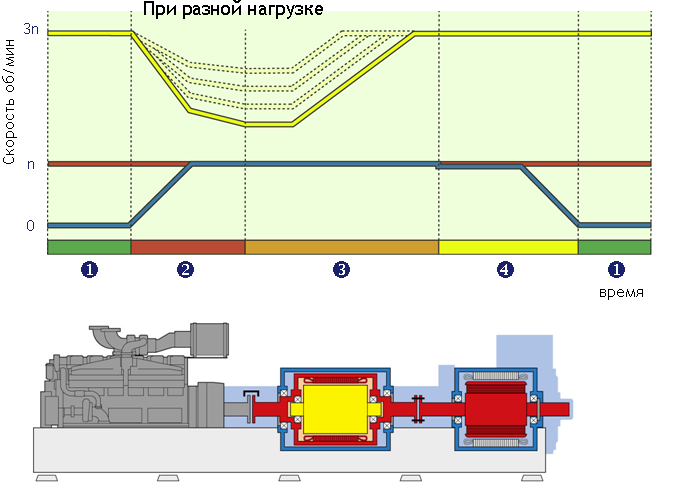
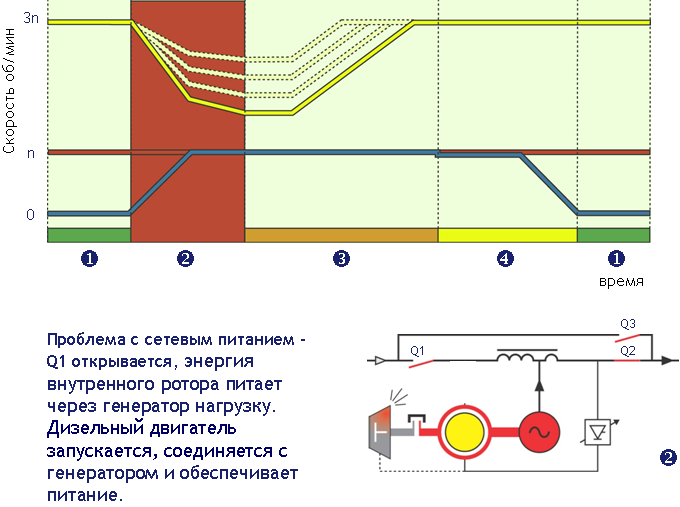
Hop! It is time to switch to diesel mode:
With a continuous supply of fuel, the operating time is unlimited:

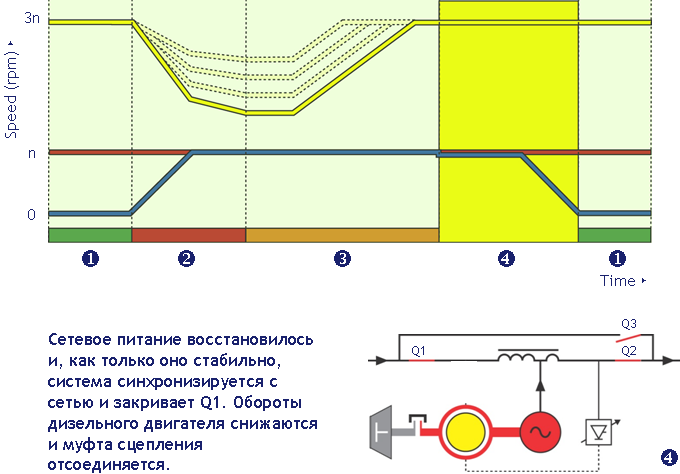
And back to normal mode:
The figure shows a double starter, preheating, continuous lubrication, a gravity-fed fuel supply system, anti-vibration damper, freewheel. Normal mode is an active filter. Diesel mode - powered by a generator.
Design and delivery
Now back to the course of work. So, first the project. 9-10 months are spent on all project documentation, which includes the building's engineering systems. Of these, 2 months were spent on the DDIBP project itself, the rest on related engineering systems and coordination. This is fast because, again, there is an important point. We design the DDIPB as a mobile facility with a diesel engine.
So, the fact is that diesel in a mobile version is much easier to coordinate, much lower permissions are required. On the stationary option - paper from firefighters, paper on the environment, paper about what to do if the solarium has leaked. Yes, and it’s convenient for the customer when moving: he drove a crane, picked up a container, carried it away. The container is noise-protected, so everything is heard outside according to the rules and regulations (but inside you need ear plugs). We usually complete the container with a silencer and a catalyst so that there are no exhausts: engineers joke that if the DDIBP is on the Moscow Ring Road, it is better to breathe right near the exhaust pipe, the air is cleaner. The lines for monitoring and control are drawn from the container, if there is a common control panel for the operation service, there. As a rule, installation is 4 containers: 2 DDBP installations with diesels and two smaller containers with power shields.

Then, upon the fact of the finished project, an order for production is made. After about 4 months, the car for the project is ready, assembled and tested; it can be transported to Russia.
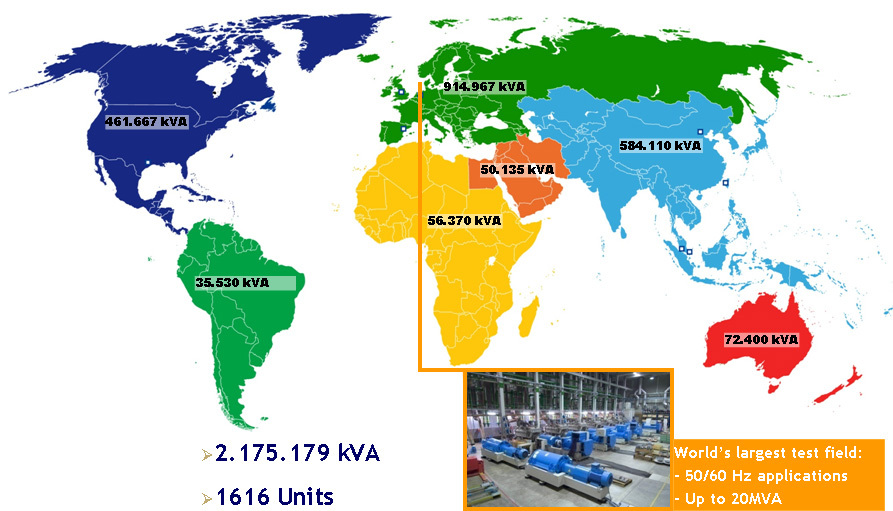
Installation is always assembled for a specific project. First, the development of the project, then the order of components from dozens of companies around the world (approximately how the Boeing is going to). Tests, validation, debugging. Then, mandatory testing of all operating modes of the assembled equipment with the presence of a customer representative (this is to confirm that everything worked in the specified parameters before transportation, ideally). For 50 years, the manufacturer has made a little more than 1600 cars, this is the largest indicator in the industry in the world. Here is the world distribution of all plants with total capacities based on their equipment:
At the plant - a test bench:


At the exit, the kit consists of two bespectacles and pieces about 10 meters long. The customer’s engineers accompany her to the final and assist in the installation. As a rule, after runs at the plant, the machine is disassembled (a solid shaft is not carried), and sent to customers by sea or by land. In our case, the wagons drag components to an assembly site in the suburbs. There she is going inside the container. If there is no container and installation inside the building, then the assembly is already in place in the prepared room.
The container is normal in height, but non-standard in size. Permissions, traffic police car with flasher, thought-out route - and early in the morning or at night we carry a container. In this place, they are most nervous - the requirements are very high. Of course, everything is insured, but if this thing falls or hits something - another 4 months at least for the assembly of a new machine. The same slings are taken with a large margin, heavy iron. The last time they drove in four long lengths along public roads.

Loading in a shipping container from the manufacturer
Commissioning - our specialists and two manufacturing engineers. A week or two drive full tests. The tolerances are very serious, everything looks: contacts, connections, circuits. Next up is the launch. If the customer permits, we give telemetry in real time directly in support of the manufacturer. Less commonly, a log is collected at the installation site and sent by mail. In general, you can not do it, but everyone uses support and a guarantee.
Regular maintenance is done from time to time. You need to prepare for it in advance: at least 1 month in advance, you need to order the necessary supplies and spare parts. In general, in our own warehouses of the operational reserve, the most important parts are, but more serious details, such as rotors, are reserved by the manufacturer. Replacing a part from an operational warehouse takes 4-6 hours.
If the manufacturer’s representative arrives at TO, then this is a whole idea. They have a man-ear that walks with a phonendoscope and listens to moving elements. He knows from experience what, where and how should rumble. But, of course, it does strictly regulated work on a clear set of instructions.
Of the unexpected things, we had a case when, instead of the laid off 5 months, the engineer had to meet 2 (the builders were late, this is the norm in this area). Tested without interruption, fit. There was a moment when one big construction manager said: “So, this, this and those two won’t be allowed out of the territory until everything is finished.” So part of the team could not get home.
If you have questions, I will answer the theoretical ones in the comments, and the practical ones specifically for your subject - in the mail Pvashkevich@mail.ru.