How to produce plastic for 3D printing
REC, a manufacturer of consumables for FDM printers, will become an exhibitor at 3D Print Expo. While we are making final preparations for the exhibition, we asked the guys to show how their production process is going on. Under the cut - the story with photos.
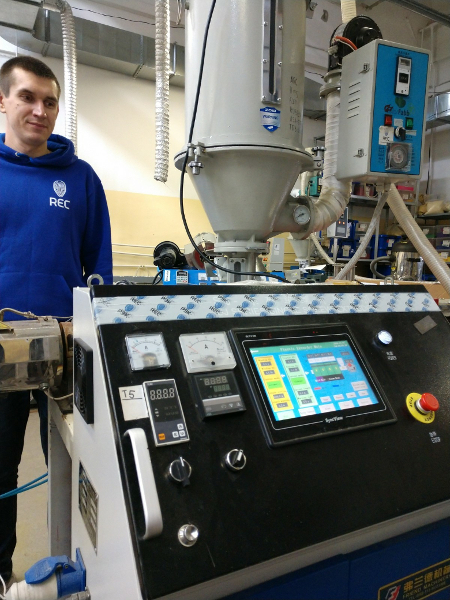
Extrusion Line Control Panel. Parameters for filament extrusion (clickable) are set here.
The REC production workshop is located in the Caliber Technopark at Alekseevskaya. The area of the room is one hundred and fifty square meters. Half of the space is occupied by three extrusion lines where products are manufactured. The remaining half is in the packaging workshop and finished goods warehouse. All production is served by five people.
There is almost no smell here - the exhaust system is responsible for this. Of the six points, it takes the air intake with throttles and sends it through a filter to the ventilation system. Throttles are installed above each extrusion head and each coil.
But, as in any production area, it is quite noisy here: first, the extruders themselves are noisy. Secondly, a large number of fans and convectors work.
The feedstock is purchased in the form of granules. They come in bags of 25 kg or in oktobins (large corrugated board packages) of 750 kg. The granules are cleaned to get rid of household garbage, and mixed with dye granules. To give the plastic the desired properties, additional additives may be added. After mixing, the raw material is sent to the drying in such drying bins:

Each bunker is designed for 75 kg of pellets. For each polymer, the drying time will be different. For example, ABS dries for 3 hours at a temperature of 70 degrees, and polycarbonate for 3.5 hours at 120 degrees.
Mixing and drying are always done the night before. During the night, the raw material dries out, and in the morning it is ready to go to the extruder. There it is transferred by automatic loaders.
Inside the extruder under high pressure and at a temperature the screw rotates - it bears the pellets. The extruder walls are heated to a certain correct temperature, and they turn the pellet into a melt. At the outlet under pressure, it is formed by the extrusion head into the correct strand. The main task of the technological process is to make it ideally smooth and direct, without differences. Each polymer has its own flow chart, with the right temperature and speed.
After the extruder, the plastic is cooled in baths with water and goes to the diameter and pulling unit.

Knot of control of diameter and broach. The device controls the specified bar diameter (clickable)

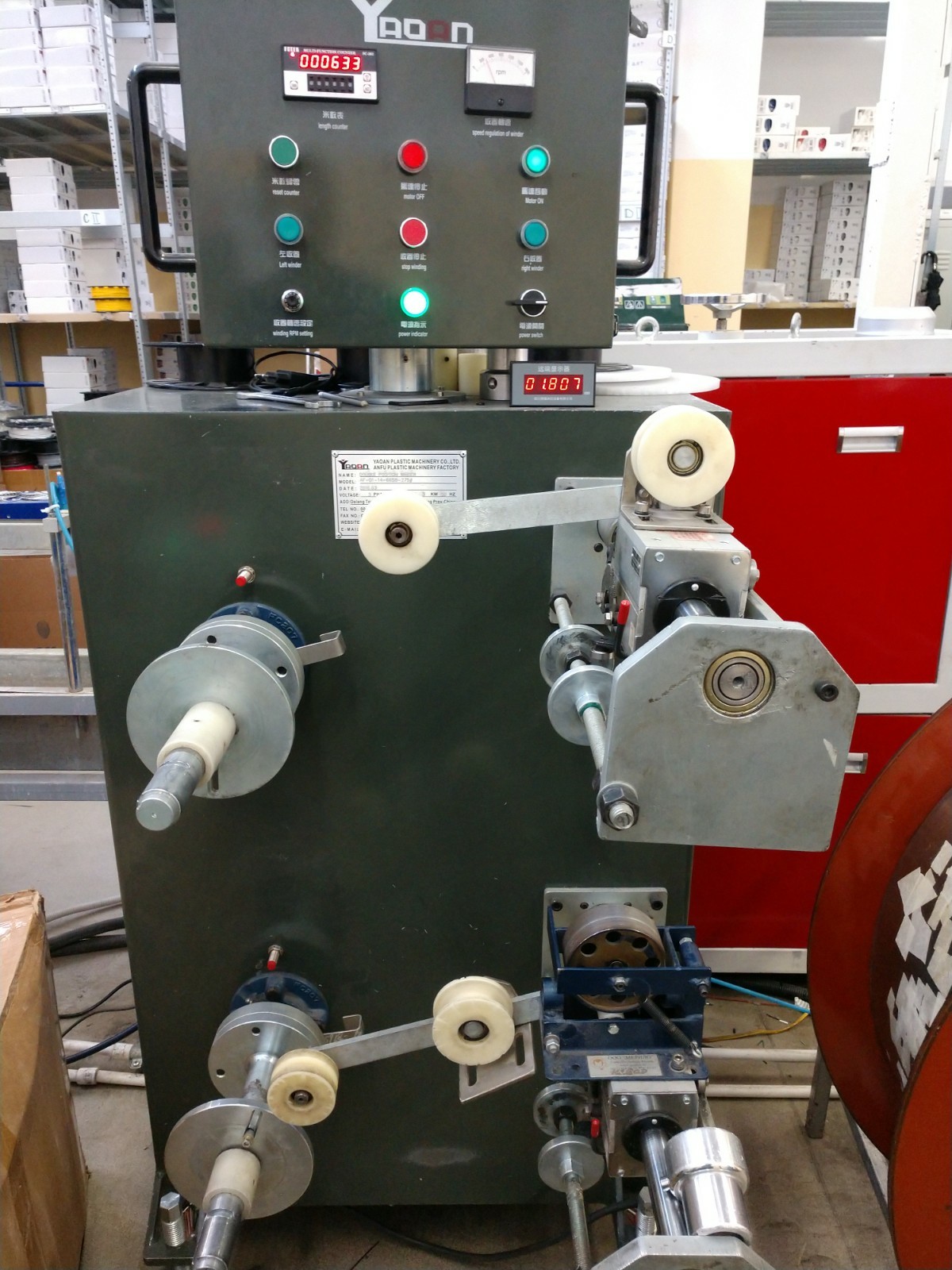
Reeling device (clickable) The
thread passes measurements with lasers and is first wound on a large drum, and then rewound on spools - kilogram, two-kilogram, etc.

Big drum coiler.
Then these blanks are placed in a convector oven and packed in vacuum bags.


The speed of production of various polymers can be very different, from 3 to 10 kg per hour on the same line. It depends on the properties of the plastic, and the melt flow rate plays a crucial role. For example, PLA is produced at a speed of ~ 7 kg per hour. After production, the coil is sent to the drying cabinet and spends there from 4 to 24 hours (depending on the type of plastic).
REC produces over 20 types of different materials, but only 11 are sold in stores.
The remaining materials are made on special orders for industrial organizations.

Extrusion Line Control Panel. Parameters for filament extrusion (clickable) are set here.
The sixth 3D Print Expo will be held in Moscow on October 12-13. Guests will find a lecture hall, master classes and a prize draw. A full list of participating companies is available here . The program of the event can be found here .
We told about the contents of the master classes in one of the previous posts.
The REC production workshop is located in the Caliber Technopark at Alekseevskaya. The area of the room is one hundred and fifty square meters. Half of the space is occupied by three extrusion lines where products are manufactured. The remaining half is in the packaging workshop and finished goods warehouse. All production is served by five people.
There is almost no smell here - the exhaust system is responsible for this. Of the six points, it takes the air intake with throttles and sends it through a filter to the ventilation system. Throttles are installed above each extrusion head and each coil.
But, as in any production area, it is quite noisy here: first, the extruders themselves are noisy. Secondly, a large number of fans and convectors work.
The feedstock is purchased in the form of granules. They come in bags of 25 kg or in oktobins (large corrugated board packages) of 750 kg. The granules are cleaned to get rid of household garbage, and mixed with dye granules. To give the plastic the desired properties, additional additives may be added. After mixing, the raw material is sent to the drying in such drying bins:
Each bunker is designed for 75 kg of pellets. For each polymer, the drying time will be different. For example, ABS dries for 3 hours at a temperature of 70 degrees, and polycarbonate for 3.5 hours at 120 degrees.
Mixing and drying are always done the night before. During the night, the raw material dries out, and in the morning it is ready to go to the extruder. There it is transferred by automatic loaders.
Inside the extruder under high pressure and at a temperature the screw rotates - it bears the pellets. The extruder walls are heated to a certain correct temperature, and they turn the pellet into a melt. At the outlet under pressure, it is formed by the extrusion head into the correct strand. The main task of the technological process is to make it ideally smooth and direct, without differences. Each polymer has its own flow chart, with the right temperature and speed.
After the extruder, the plastic is cooled in baths with water and goes to the diameter and pulling unit.

Knot of control of diameter and broach. The device controls the specified bar diameter (clickable)
Reeling device (clickable) The
thread passes measurements with lasers and is first wound on a large drum, and then rewound on spools - kilogram, two-kilogram, etc.
Big drum coiler.
Then these blanks are placed in a convector oven and packed in vacuum bags.
The speed of production of various polymers can be very different, from 3 to 10 kg per hour on the same line. It depends on the properties of the plastic, and the melt flow rate plays a crucial role. For example, PLA is produced at a speed of ~ 7 kg per hour. After production, the coil is sent to the drying cabinet and spends there from 4 to 24 hours (depending on the type of plastic).
REC produces over 20 types of different materials, but only 11 are sold in stores.
their list
ABS, PLA, HIPS, FLEX(TPE), RUBBER, RELAX (PETG), ETERNAL (ASA), PVA, CAST (PMMA), SEALANT (TPU), FRICTION (PA
The remaining materials are made on special orders for industrial organizations.