How robots can work with humans together (and not instead)
In the last post, we told you which intellectual robotics projects are interesting for Sberbank. Today we analyze the kobot: history, classification, how they can be earned or used to solve their problems.

Source: Universal Robots
Just call your robot collaborative a little. It must meet the requirements of international standards, the main one being ISO / TS 15066: 2016 (the American equivalent of ANSI / RIA TR R15.606: 2016 ). Although it would be more correct to say that this is not a standard, but a technical specification. There is a difference: ISO sometimes develops technical specifications before final official standards are issued. This recognition of the fact that the current state of collaborative robotics is dynamic and will evolve over time.
The format of technical specifications is needed to fix the state of "here and now" so that the community can work, knowing that there will be changes in the future.
According to ISO, cobot (short forcollaborative robot ) is a robot designed for direct interaction with a person within a certain joint space.
A collaborative robot MAY be used for collaboration ( ISO 10218 ). Collaboration is a state in which a specially designed robotic system and an operator work within a collaborative workspace.
Shared space is a protected workspace in which a robot and a person can simultaneously perform tasks during a production operation.
Most likely, you have questions:
Simply put, it is a robot that can perform tasks in a common space with a person without harm to him, that is, finding a person in the work zone of a kobot is absolutely safe . Differences between kobot and the usual industrial robot:
Previously, people’s means of protection consisted in separating them from robotic equipment with physical protection devices, such as cells.


Pixabay.com
Controleng.com
With the advent of collaborative robotic systems, this paradigm has shifted: you can now work together.


www.objektifhaber.com/aslan-gibi-dostluk-94036-haber
www.ge.com/reports/3-1b-collaborative-co-bot-market-isnt-hazard-free
Why is this good? Because we get a synergy of the strengths of the robot (high speed and accuracy when performing routine operations) and man (creative thinking, working in unusual situations). This increases productivity in industry, which means it has a positive effect on the economy as a whole.
ISO / TS 15066: 2016 is the world's first security specification for collaborative robots. The document has been developed by a committee (which included experts from 24 countries and leading manufacturing companies) ISO c 2010. It is intended to supplement the requirements and recommendations for joint operation of an industrial robot described in ISO 10218-1 and ISO 10218-2 (“Safety Requirements for Industrial Robots”), ISO / TS 15066 specifies the safety requirements for collaboration between industrial robotic systems and environment. The document provides guidance for those who conduct risk assessments when humans and robots work together.
In accordance with ISO / TS 15066, there are 4 forms of collaboration:
Controlled stop (Safety-rated monitored stop)
This form is used when the robot acts mostly independently, but sometimes a person needs to enter the workspace. For example, the robot processes the workpiece, but in the middle of the process a person must perform an operation with it that the robot cannot do. If a person enters a predetermined safety zone, the robot will stop moving. At the same time, the power to the engines does not disappear - they pause. This is a very important point, because after the person leaves the security zone, the robot will immediately resume work. This allows you not to waste time on a full restart of the work program, as is the case with a complete stop of the robot. If people constantly passed by the robot - he simply would not have time to work.
Manual guiding (Hand guiding)
This form of collaboration is used for precise operations with heavy objects (for example, installing car doors). This form can be used to work with ordinary industrial robots, but with an additional device that “feels” the forces that the worker applies to the manipulator, as a rule, this is a force-moment sensor on the robot's flange.
Speed and separation monitoring
Here the environment of the robot is controlled by safety light barriers, which tracks the position of people, as in the first form of collaboration. The difference lies in the scenario: if in the first form the main task of the robot is to stop, then here is the simultaneous work of a man and a robot. The robot's behavior will depend on the zones preset in its control program: as the person approaches, the robot reduces the speed of its movements, and if a person comes so close that a collision is inevitable, a stop occurs. As the person moves away, the robot resumes work and accelerates.

Image: Roberta Nelson Shea - “ISO / TS 15066 Introduction”
All three of the above described forms of collaboration can be used with conventional industrial robots, subject to the availability of additional devices. Such solutions are called collaborative robotic systems . The difference between a collaborative robot is that it can not use additional (external) security devices - they are already built into it. Another important difference between collaborative robotic systems and collaborative robots is that when working together, contact with a person is excluded. But the collaborative robot can contact the human body without harm to it. This is achieved by limiting power and effort.
Power and force limiting
Most people, when representing a cob, have in mind a robot that uses this particular form of collaboration. Therefore, we consider it in more detail.
In the "joints" of the robot are force-moment sensors that can determine the fact of a collision with a person. If the sensors detect an excess of allowable effort, the robot stops. These robots are also designed to disperse forces on a wide surface, in the event of an impact, which is why parts of their bodies are most often made with rounded shapes. The functionality for limiting power and strength, as a rule, is included in the standard software.
- factors of the design of the robot (for example, rounded shapes, ductile materials);
- a suitable choice of applications and the design of the robot cell (for example, gripping, harvesting, motion path, etc.).
Contact in PFL is of two types: transient (transient) and quasi-static (quasi-Static) .
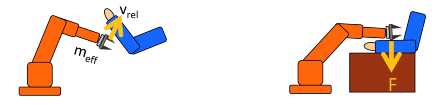
Image: Bjoern Matthias - "Collaborative robots Power and Force Limiting"
Risk Reduction Measures
The final configuration is a balance between safety and performance.
The ISO / TS 15066 technical specification includes a table developed on the basis of a study of the pain threshold by the University of Mainz, which lists the levels of force and pressure for designing the efforts of the robot (the pain threshold of 100 people at 29 pain points was studied).



Source: ISO / TS 15066: 2016, Fig. 4, Fig A.1

Source: ISO / TS 15066: 2016.
Source: R. Nelson Shea, NRSC 2016 Presentation. Used with permission
Remember: safety is the absence of injury.
The first cobot was developed in 1996 by J. Edward Colgate and Michael Peshkin from Northwestern University (USA). For comparison, conventional industrial robots by this time produced for more than 30 years. However, the term “cobot” was coined as a result of a competition for the best name by another person from the same university - Brent Gillespie. The Wall Street Journal liked the term so much that they included it on the Words of Tomorrow list and gave it a $ 50 prize.
The first patent for cobits was registered in the United States in February 1996 ( US 5,923,129 ), and a patent using the term “cobot” , October 1997 ( US 5,952,796 ).
Photos of the first kobot can be found here.
The development of cobots at Northwestern University was supported by corporate funds of General Motors and Ford, as well as the US National Science Foundation. In the same year 1996, scientists founded Cobotics (in 2002, Stanley Assembly Technologies absorbed it).
The present popularity of bots got thanks to the appearance of the company Universal Robots (Denmark) in 2005. The idea of a cheap and easy to set up and operate a robot (compared to an industrial one) came to the founders back in 2003. Having made several prototypes, in 2008 the company released the first serial model of the UR5 robot (the most popular today) and received investments from the Danish government. In 2012, the company released a second robot (UR10), and in 2015 it was acquired by American Teradyne for $ 285 million.
It was after the success of Universal Robots that corporations began to make kobot that had long and successfully occupied the industrial robots market (FANUC, ABB, KUKA, BOSCH and others), and similar startups began to appear: Rethink Robotics , Doosan Robotics, Techman Robot. Among the young projects there are people from the CIS countries - Belarusian startup Rozum Robotics.
How many kobot in the world? Despite the growing popularity of kobot, they have not yet been allocated to a separate class in the annual study of World Robotics, which holds the main source of data in the industry International Federation of Robotics (IFR).
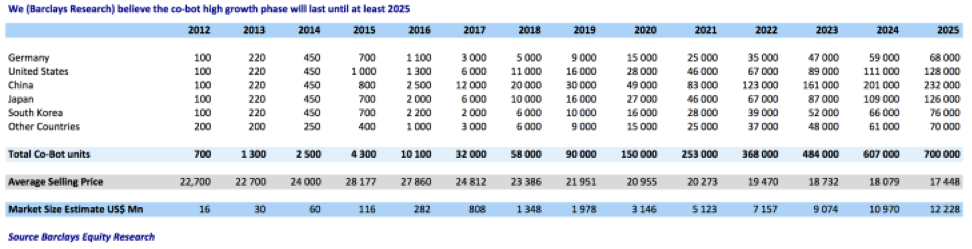
About 2 million industrial robots are currently used in the world (IFR forecast for 2017). How many of them - the collaborative is not known exactly. There is an assessment of Barclays research, according to which in 2017 there were 32,000 kobots in operation, the vast majority of which were produced by Universal Robots .
A few years ago, cobos were considered exclusively laboratory equipment, which has no place in production, however, the possibility of flexible adjustment and minimal integration costs allowed to overcome the psychological barrier. Now robots of this class are used in the light, food industry and even in the automotive industry traditionally occupied by classical robots.
Barclays Research estimates the market in 2017 at $ 800 million. There is evidence that up to a third of the kobots are sold in China . The market for industrial robots in 2017, the IFR estimated at $ 13.1 billion.
Forecast for future years:
IFR predicts the total size of the industrial robots market by 2020 at $ 23.2 billion. If we compare the estimates of Barclays and IFR, we get a noticeable increase in the share of bots in the total amount: from 6.1% in 2017 to 13.5% in 2020 - quite dynamically.
What kobot can do:
Cobot growth drivers in the coming years:
1. Cobits are cheaper than ordinary industrial robots (~ $ 25 thousand instead of ~ $ 50) -> the entry threshold for small and medium-sized businesses (SMEs) decreases.
2. Cobot is easier to set up: it is not necessary to be able to program. After one day of training, the worker will be able to configure the robot to perform tasks of average complexity. You can try it yourself . That is, you do not need to hire service engineers or system integrators -> the input threshold for SMEs is again reduced.
3. Kobot are easier to move: they are lighter than industrial ones, they do not need a local infrastructure in the form of a cell -> the attractiveness for SMEs is increasing, as you can quickly change production.
4. The increase in the cost of manual labor due to the aging of the population andreduction in the number of able-bodied people (working hourly rate: € 40 in Germany, € 12 in the USA, € 11 in Eastern Europe and € 9 in China. The cost of a cobot is $ 6 / hour)
5. “Resharing” the synergy of previous factors leads to the fact that the US and the EU are returning production from China to their homeland. This can help reduce the cost of maritime logistics and improve product quality.
6. State programs aimed at the automation and robotization of production. They can stimulate and support (including financially) the acquisition and use of robots:
- “Industry 4.0” in Germany;
- “Made in China 2025” in China;
- “National robotics initiative 2.0” in the USA.
Download the table
How to make money on Kobot:
To use kobot in solving their problems, it is necessary to identify potential processes (tasks) for automation. Ideal for first automation will be repetitive tasks with a high degree of certainty (predictable).
Here you can calculate the ROI of your robotization project.
The article used the translation of the following publications:
Текст подготовили Альберт Ефимов и Денис Затягов из Лаборатории робототехники Сбербанка
Source: Universal Robots
Part 1. What is kobot
Just call your robot collaborative a little. It must meet the requirements of international standards, the main one being ISO / TS 15066: 2016 (the American equivalent of ANSI / RIA TR R15.606: 2016 ). Although it would be more correct to say that this is not a standard, but a technical specification. There is a difference: ISO sometimes develops technical specifications before final official standards are issued. This recognition of the fact that the current state of collaborative robotics is dynamic and will evolve over time.
The format of technical specifications is needed to fix the state of "here and now" so that the community can work, knowing that there will be changes in the future.
According to ISO, cobot (short forcollaborative robot ) is a robot designed for direct interaction with a person within a certain joint space.
A collaborative robot MAY be used for collaboration ( ISO 10218 ). Collaboration is a state in which a specially designed robotic system and an operator work within a collaborative workspace.
Shared space is a protected workspace in which a robot and a person can simultaneously perform tasks during a production operation.
Most likely, you have questions:
- Will the robot become a collaborative if I remove the safety fence from an ordinary industrial robot? Not
- Will the robot become collaborative if I limit the power and strength of the manipulator? No , because a sharp object with even a small force can cause damage to a person
- If the robot is collaborative, does this mean I don’t need to do a risk assessment? Risk assessment needs to be done .
Simply put, it is a robot that can perform tasks in a common space with a person without harm to him, that is, finding a person in the work zone of a kobot is absolutely safe . Differences between kobot and the usual industrial robot:
- many of them are cheaper than the usual industrial robot: $ 24 thousand instead of $ 40 + thousand;
- easier to install and configure (robots weigh about 30kg, you only need a 220v outlet, there is a GUI);
- it is flexible, easy to adapt (intuitive programming interfaces, not safe for humans and the environment.
Previously, people’s means of protection consisted in separating them from robotic equipment with physical protection devices, such as cells.
Pixabay.com
Controleng.com
With the advent of collaborative robotic systems, this paradigm has shifted: you can now work together.
www.objektifhaber.com/aslan-gibi-dostluk-94036-haber
www.ge.com/reports/3-1b-collaborative-co-bot-market-isnt-hazard-free
Why is this good? Because we get a synergy of the strengths of the robot (high speed and accuracy when performing routine operations) and man (creative thinking, working in unusual situations). This increases productivity in industry, which means it has a positive effect on the economy as a whole.
ISO / TS 15066: 2016 is the world's first security specification for collaborative robots. The document has been developed by a committee (which included experts from 24 countries and leading manufacturing companies) ISO c 2010. It is intended to supplement the requirements and recommendations for joint operation of an industrial robot described in ISO 10218-1 and ISO 10218-2 (“Safety Requirements for Industrial Robots”), ISO / TS 15066 specifies the safety requirements for collaboration between industrial robotic systems and environment. The document provides guidance for those who conduct risk assessments when humans and robots work together.
In accordance with ISO / TS 15066, there are 4 forms of collaboration:
- Controlled stop (safety-rated monitored stop) ;
- Manual guiding (Hand guiding) ;
- Speed control and separation (Speed monitoring and separation) ;
- Limitation of capacity and effort (the Power and force limiting) .
Consider each of them in more detail.
Controlled stop (Safety-rated monitored stop)
This form is used when the robot acts mostly independently, but sometimes a person needs to enter the workspace. For example, the robot processes the workpiece, but in the middle of the process a person must perform an operation with it that the robot cannot do. If a person enters a predetermined safety zone, the robot will stop moving. At the same time, the power to the engines does not disappear - they pause. This is a very important point, because after the person leaves the security zone, the robot will immediately resume work. This allows you not to waste time on a full restart of the work program, as is the case with a complete stop of the robot. If people constantly passed by the robot - he simply would not have time to work.
- The stop is provided without loss of engine power (pause, not stop).
- The operator can interact with the robot.
- Automatic work may resume when a person leaves the workspace.
- At one time, either a human or a robot can move.
- It can be used with ordinary industrial robots, but you need to add safety light barriers (laser range finders, photo detectors).
Manual guiding (Hand guiding)
This form of collaboration is used for precise operations with heavy objects (for example, installing car doors). This form can be used to work with ordinary industrial robots, but with an additional device that “feels” the forces that the worker applies to the manipulator, as a rule, this is a force-moment sensor on the robot's flange.
- The operator is in direct contact with the robot.
- The robot is under manual control.
- Both man and robot can move simultaneously (movements are controlled by man).
- Conventional industrial robots can be used.
- Additional equipment required (force sensor).
Speed and separation monitoring
Here the environment of the robot is controlled by safety light barriers, which tracks the position of people, as in the first form of collaboration. The difference lies in the scenario: if in the first form the main task of the robot is to stop, then here is the simultaneous work of a man and a robot. The robot's behavior will depend on the zones preset in its control program: as the person approaches, the robot reduces the speed of its movements, and if a person comes so close that a collision is inevitable, a stop occurs. As the person moves away, the robot resumes work and accelerates.
- The speed of the robot decreases as the person approaches.
- The robot stops when a collision with a human can occur.
- Human and robot can move simultaneously.
- It can be used with ordinary industrial robots, but you need to add safety light barriers (laser range finders, photo detectors).
- Used for operations requiring frequent presence of personnel.
Image: Roberta Nelson Shea - “ISO / TS 15066 Introduction”
All three of the above described forms of collaboration can be used with conventional industrial robots, subject to the availability of additional devices. Such solutions are called collaborative robotic systems . The difference between a collaborative robot is that it can not use additional (external) security devices - they are already built into it. Another important difference between collaborative robotic systems and collaborative robots is that when working together, contact with a person is excluded. But the collaborative robot can contact the human body without harm to it. This is achieved by limiting power and effort.
Power and force limiting
Most people, when representing a cob, have in mind a robot that uses this particular form of collaboration. Therefore, we consider it in more detail.
In the "joints" of the robot are force-moment sensors that can determine the fact of a collision with a person. If the sensors detect an excess of allowable effort, the robot stops. These robots are also designed to disperse forces on a wide surface, in the event of an impact, which is why parts of their bodies are most often made with rounded shapes. The functionality for limiting power and strength, as a rule, is included in the standard software.
- The strength and power of the robot is controlled so that casual contact between the robot and the operator will not cause harm.
- Human and robot can move simultaneously.
- Possible risk reduction measures:
- factors of the design of the robot (for example, rounded shapes, ductile materials);
- a suitable choice of applications and the design of the robot cell (for example, gripping, harvesting, motion path, etc.).
Contact in PFL is of two types: transient (transient) and quasi-static (quasi-Static) .
| Transient contact | Quasi-static contact | |
| Description | The contact event is “short” (<50 ms). Part of the human body can usually bounce. | Contact may be long. Part of the human body can be captured. |
| Limit criteria (what you need to manage) | Impulse force, pressure, voltage. Power transfer, power density. | Peak forces, pressures, stresses |
| Availability in construction / control | The position of the robot, the payload. Speed (relative). Contact area, duration. | Force (torques of links, position). Contact area, duration. |
Image: Bjoern Matthias - "Collaborative robots Power and Force Limiting"
Risk Reduction Measures
| Transient contact | Quasi-static contact | |
| Design | Reduced effective mass. Increased contact area. Increased contact duration. | Increased contact area. |
| Control | Decrease in relative speed. Reduction in effective mass by suitable positioning. | Reducing the maximum moment and force. Reduced contact duration. |
The final configuration is a balance between safety and performance.
The ISO / TS 15066 technical specification includes a table developed on the basis of a study of the pain threshold by the University of Mainz, which lists the levels of force and pressure for designing the efforts of the robot (the pain threshold of 100 people at 29 pain points was studied).
Source: ISO / TS 15066: 2016, Fig. 4, Fig A.1
Source: ISO / TS 15066: 2016.
Source: R. Nelson Shea, NRSC 2016 Presentation. Used with permission
Remember: safety is the absence of injury.
Part 2. History of Kobot
The first cobot was developed in 1996 by J. Edward Colgate and Michael Peshkin from Northwestern University (USA). For comparison, conventional industrial robots by this time produced for more than 30 years. However, the term “cobot” was coined as a result of a competition for the best name by another person from the same university - Brent Gillespie. The Wall Street Journal liked the term so much that they included it on the Words of Tomorrow list and gave it a $ 50 prize.
The first patent for cobits was registered in the United States in February 1996 ( US 5,923,129 ), and a patent using the term “cobot” , October 1997 ( US 5,952,796 ).
Photos of the first kobot can be found here.
The development of cobots at Northwestern University was supported by corporate funds of General Motors and Ford, as well as the US National Science Foundation. In the same year 1996, scientists founded Cobotics (in 2002, Stanley Assembly Technologies absorbed it).
The present popularity of bots got thanks to the appearance of the company Universal Robots (Denmark) in 2005. The idea of a cheap and easy to set up and operate a robot (compared to an industrial one) came to the founders back in 2003. Having made several prototypes, in 2008 the company released the first serial model of the UR5 robot (the most popular today) and received investments from the Danish government. In 2012, the company released a second robot (UR10), and in 2015 it was acquired by American Teradyne for $ 285 million.
It was after the success of Universal Robots that corporations began to make kobot that had long and successfully occupied the industrial robots market (FANUC, ABB, KUKA, BOSCH and others), and similar startups began to appear: Rethink Robotics , Doosan Robotics, Techman Robot. Among the young projects there are people from the CIS countries - Belarusian startup Rozum Robotics.
Part 3. Where and how are the bots used
How many kobot in the world? Despite the growing popularity of kobot, they have not yet been allocated to a separate class in the annual study of World Robotics, which holds the main source of data in the industry International Federation of Robotics (IFR).
About 2 million industrial robots are currently used in the world (IFR forecast for 2017). How many of them - the collaborative is not known exactly. There is an assessment of Barclays research, according to which in 2017 there were 32,000 kobots in operation, the vast majority of which were produced by Universal Robots .
A few years ago, cobos were considered exclusively laboratory equipment, which has no place in production, however, the possibility of flexible adjustment and minimal integration costs allowed to overcome the psychological barrier. Now robots of this class are used in the light, food industry and even in the automotive industry traditionally occupied by classical robots.
Barclays Research estimates the market in 2017 at $ 800 million. There is evidence that up to a third of the kobots are sold in China . The market for industrial robots in 2017, the IFR estimated at $ 13.1 billion.
Forecast for future years:
IFR predicts the total size of the industrial robots market by 2020 at $ 23.2 billion. If we compare the estimates of Barclays and IFR, we get a noticeable increase in the share of bots in the total amount: from 6.1% in 2017 to 13.5% in 2020 - quite dynamically.
What kobot can do:
- Pick & Place: loading unloading conveyor belt.
- Loading / unloading blanks in the machines.
- Testing and sorting parts: checking or sorting random objects on the conveyor as part of quality control or other needs.
- Packaging: the collection and placement of items in containers for transportation or storage.
- Easy assembly: assembly of electronics and home appliances.
- Finishing operations: removal of excess plastic or metal from parts.
Cobot growth drivers in the coming years:
1. Cobits are cheaper than ordinary industrial robots (~ $ 25 thousand instead of ~ $ 50) -> the entry threshold for small and medium-sized businesses (SMEs) decreases.
2. Cobot is easier to set up: it is not necessary to be able to program. After one day of training, the worker will be able to configure the robot to perform tasks of average complexity. You can try it yourself . That is, you do not need to hire service engineers or system integrators -> the input threshold for SMEs is again reduced.
3. Kobot are easier to move: they are lighter than industrial ones, they do not need a local infrastructure in the form of a cell -> the attractiveness for SMEs is increasing, as you can quickly change production.
4. The increase in the cost of manual labor due to the aging of the population andreduction in the number of able-bodied people (working hourly rate: € 40 in Germany, € 12 in the USA, € 11 in Eastern Europe and € 9 in China. The cost of a cobot is $ 6 / hour)
5. “Resharing” the synergy of previous factors leads to the fact that the US and the EU are returning production from China to their homeland. This can help reduce the cost of maritime logistics and improve product quality.
6. State programs aimed at the automation and robotization of production. They can stimulate and support (including financially) the acquisition and use of robots:
- “Industry 4.0” in Germany;
- “Made in China 2025” in China;
- “National robotics initiative 2.0” in the USA.
Part 4. Who produces kobot
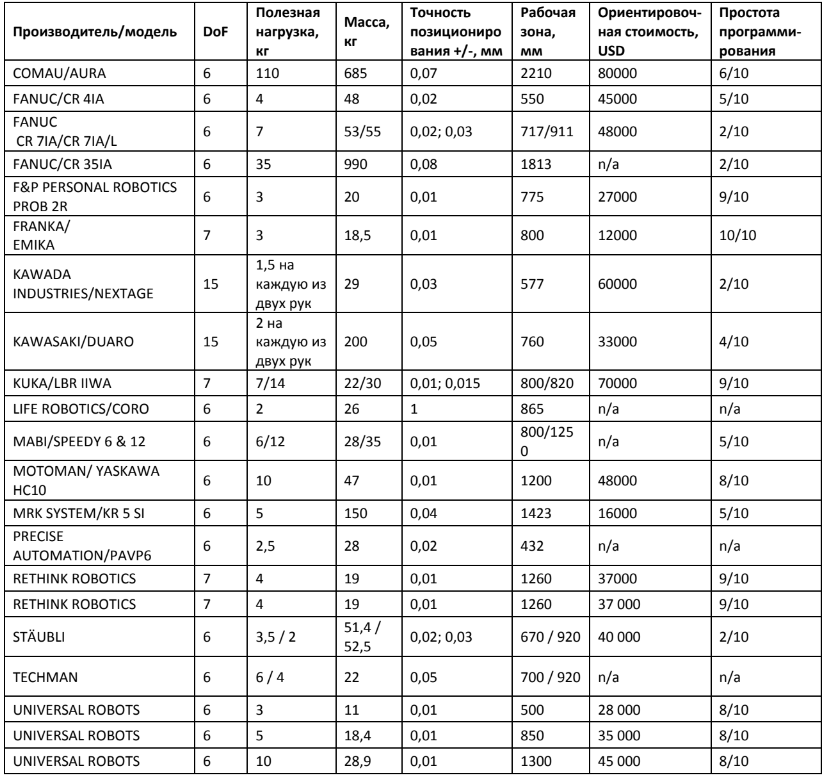
Download the table
Part 5. How you can earn money on cobos and how to use them to solve your problems
How to make money on Kobot:
- Engage in industrial integration - helping companies choose and customize a scum. Now in Russia there is a rather competitive and low-margin business. However, there is potential for growth.
- Engaged in service: repair and maintenance). Usually comes as an additional option to the integration, but may exist separately.
- Develop niche solutions based on cobot, for example, making ready-made solutions based on cobot. Or lay out the code in the app store and get paid.
- Develop your own kobot and submit an application to the corporate accelerator of Sberbank until July 15, 2018.
To use kobot in solving their problems, it is necessary to identify potential processes (tasks) for automation. Ideal for first automation will be repetitive tasks with a high degree of certainty (predictable).
| | Just automate | Difficult to automate |
| Tasks | Moving objects, following a trajectory without effort or with constant effort | Force control, such as polishing or fine assembly |
| Subjects | A small variety of objects (dimensions, mass, material), known and ordinary forms (cylinder, parallelepiped) | A wide variety of items, complex shapes, deformed and fragile items |
| Placement of objects | Items laid flat: in a box, pile or on a pallet | Items dumped in a box / basket or moved on a fast conveyor. |
| Integration with other equipment | Using interfaces that people use: buttons, knobs | Connecting and configuring sensors, software integration with machines |
| Programming | Repetitive movements in the same sequence (without conditions and trees) | Complex logic and a variety of conditions depending on information from sensors |
Here you can calculate the ROI of your robotization project.
The article used the translation of the following publications:
- Carole Franklin - Overview ISO / TS 15066: 2016
- Roberta Nelson Shea - "ISO / TS 15066 Introduction"
- Bjoern Matthias - "Collaborative robots Power and Force Limiting"
- blog.robotiq.com/what-does-collaborative-robot-mean
- Robotiq – «Cobot eBook», «Getting started with collaborative robots», «ISO/TS 15066 Explained»
Текст подготовили Альберт Ефимов и Денис Затягов из Лаборатории робототехники Сбербанка