3D technology for foundry: how to create a mold for casting in a week

3D technologies integrated into the technological chain of the foundry , provide the company with real benefits. How to show all the benefits of 3D scanning and 3D printing? The clearest of all is to demonstrate the process of creating a part from scratch using additive methods and making a comparison with traditional technologies. To this end, we turned to Pavel Chadushkin, a leading specialist in the production department of the RP-center of iQB Technologies.
- So, our task is to create a reference part based on a digital model for the subsequent casting of a real product. How does this process begin if we use 3D technology?
- First of all, we need the original product that needs to be scanned, and then perform reverse engineering (reverse engineering). Of course, it must be new, not used, so that there is no wear on the part. We estimate how complicated its geometry is and after that we ask only one question: what should be the tolerance on accuracy? Already in appearance you can understand how this part is produced. Most often it is casting (precision or ground), milling or manufacturing on a lathe. Each of these production methods has its own tolerances.
After we have an idea of the production technology and tolerance, we choose the equipment, namely, a 3D scanner with the accuracy parameters we need, and digitize the product. For example, handheld scanner Creafrom HandyScan 700 or stationary Solutionix C500 . Such devices of a metrological class have already proven themselves in industrial enterprises. When we receive a 3D model, we transfer it to Geomagic Design X software , which allows us to quickly and easily process 3D scanning data in order to perform geometry control and reverse engineering. Then an engineer is connected to the work, who, based on the scan results, describes this part and creates a solid model.
In the process of describing the engineer eliminates from the solid-state model various defects of the product. Here it must be emphasized that absolutely any product has production deformations. They may be due to various factors - for example, an incorrectly selected material, a complex shape, deformation during transportation, a worn tool with which the product was manufactured.
In any case, whatever object we take for 3D scanningit will contain defects and deviations from the standard, and our task is to create this very standard. If the detail is round, then you can definitely say that the hole in it will not be round, but elliptical. Accordingly, the engineer with the help of software this ellipse eliminates and creates a circle of the correct form. In this way, outlining every element of geometry, we correct all the flaws. When the part is completely outlined, we have a solid body that can be put into production.

Casting an overflow valve to relieve gas overpressure (in section)
- We have a CAD model. Now you need to determine how to produce the product.
- The traditional way is to prepare the equipment for casting wax models on a CNC machine. In this case, the model must adapt to the machine, with its own tolerances, slopes, roundings - it all depends on the equipment and tools with which the part will be produced.
But now there is a second way - 3D printing, which is the ideal solution for prototyping and manufacturing small series.
The key advantage of additive technologies is the ability to create products of the most complex shape (including the smallest details) that cannot be produced by traditional methods. In addition, when starting printing, it is not necessary to take into account the complexity of the geometry. This is especially true for the production of products by metal and plastic casting.
If the product has a simple form, it is often more expedient to produce it on a CNC machine. If the geometry is complex, then 3D printing is the best option.
When we need more than one working prototype, and a small series - from 10 to 1000 products, we use silicone casting, or two-component casting. To do this, you need to get a master model - the standard by which the silicone mold will be created, into which plastic or wax is then poured.
- We found out that 3D printing is an indispensable solution for manufacturing products using metal and plastic casting. Can you give an example of creating a specific part?
- Take the body of an ordinary plastic phone. First, it is divided into two halves, the lower and the upper. To produce one of the halves, it is necessary to make a matrix and a punch - this is a tool for molding plastic under pressure. The metal form, consisting of two halves, is closed, then plastic is fed into it under pressure, which takes the form of the internal geometry of the product.
In traditional production, the CNC machine tools grind the external and internal shape of each half. But if we have a 3D printer , we immediately print the finished product as a whole, metal hardware does not need to be done. Not only will it be produced for a long time, it will be fabulously expensive for a circulation of ten pieces. Thus, the benefit of 3D printing is obvious - there is no need for milling to obtain a snap.
A telephone is a product of mass production, and it’s not about ten, but about thousands of products. Just in this case, the matrix and the punch, and the constant punching of large circulation. In addition, if you need to make some small change in the design, we can quickly correct the CAD model, immediately print a prototype and check it for collection, see if we have developed the geometry correctly.
- When creating cast and burning out master models for casting using a 3D printer, wax and photopolymer are used respectively (MJP printing technology, QuickCast casting technology). What does the production chain look like using these materials and what are their differences?
- The use of printed the 3D-printer melted wax and burnoutPhotopolymer models have the same mechanics, the action algorithms are slightly different.
We have a printed wax model. We create for it a crust (that is, the form into which the metal is poured) by coating it with fine powder with a thickness of at least 6-8 mm. The type of material and the thickness of the crust depends not only on the complexity of the geometry and dimensions of the product, but also on the metal that will pour into the future shape. Then the item is placed in the oven. In the furnace, the wax is melted, and the crust itself hardens, and we get a solid form for casting metal.
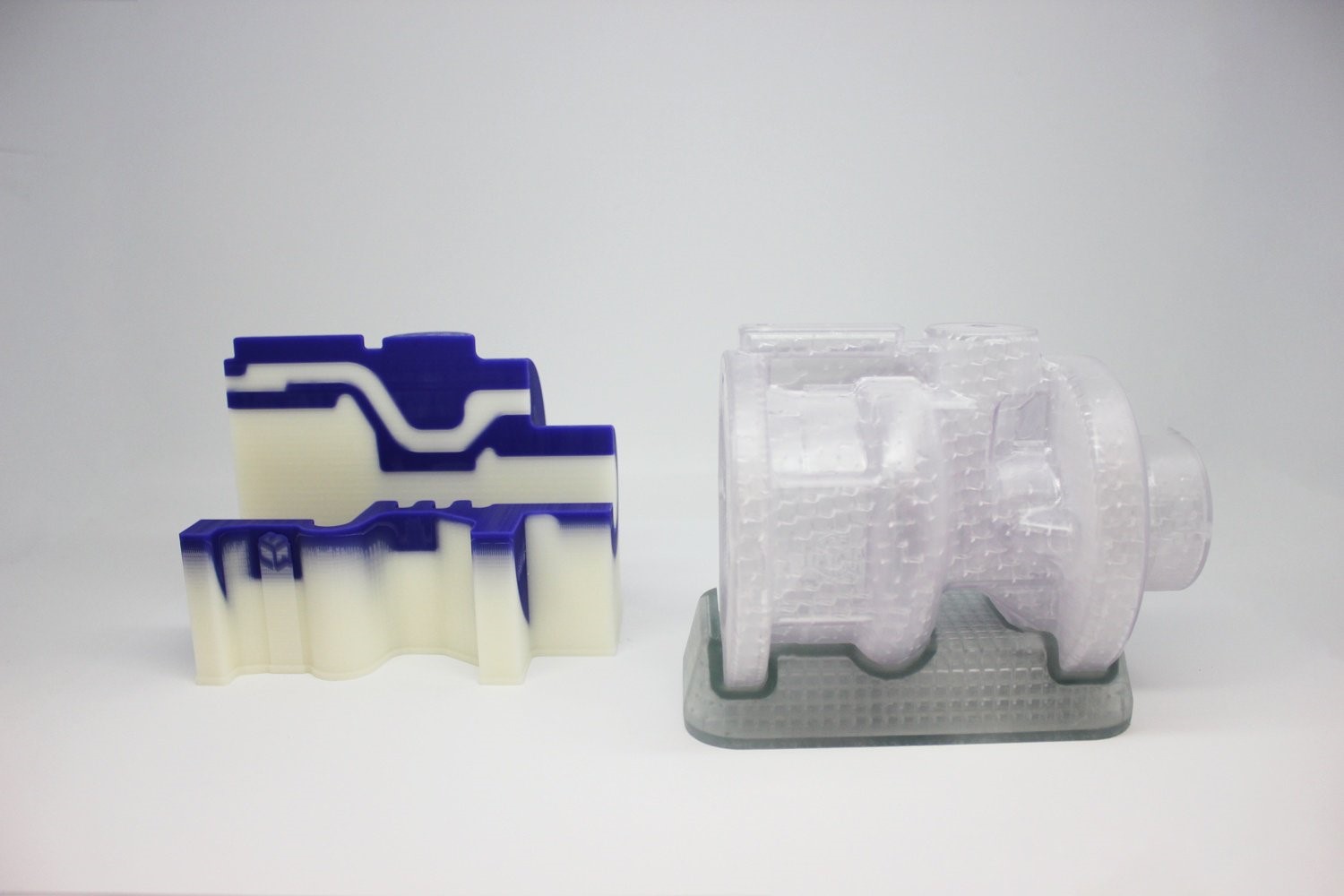
Wax and photopolymer models of the overflow valve printed on 3D printers
As for the burning of the photopolymer, we also put the product in the oven, but if the wax is melted at a temperature of + 200 ° C, then the photopolymer is at + 950 ° C. The crust also hardens, and the material from which the model was created, burns.
Further, the heated metal is poured into the resulting shape - it can be aluminum, and titanium, and even magnesium. The mold cools down, after which the crust is broken with a hammer or vibrator and we get a casting.
The next stage is machining. It consists in making the surface of the part smoother - trim the sprues along which the metal was poured, grind them, remove the excessive roughness of the product. At this stage, we may also need to drill a hole or fit fasteners - for this we use CNC machines for final processing of the product to its final version (grinding, sanding, drilling, etc.).
- What determines the choice of wax or photopolymer?
- Wax machines are relatively cheap, while consumables are expensive. With photopolymer 3D printers, the situation is reversed. Compared to photopolymer, wax is a rather fragile material; it is its disadvantage. But today wax 3D printingprovides the most accurate and smoothest surface. In addition, wax casting is traditional for all foundries in Russia. Accordingly, the photopolymer is suitable where larger models are needed, and strength and detail are less critical. The user must make a choice, based on how much he will print, how often he will turn to prototyping.
So, at foundries around the world, in Russia, among others, professional 3D printers from 3D Systems, a leading global manufacturer of additive plants, are being actively used. At the same time, a number of companies have their own fleet of 3D equipment, others order 3D printing services from contractors.
- We examined in detail how and in what cases it is advantageous to use 3D-printers and 3D-scanners. To summarize: why does a foundry need to introduce additive technologies?
- To reduce production time in the manufacture of prototypes and parts of small circulation. We save both time and money.
Let us return to the comparison of the traditional process with the additive one. In the first case, it looks like this:
1. The designer develops the part, then transfers his design to the engineer.
2. The engineer adapts it for the production method together with the technologist.
3. Further adaptation is that a drawing of a future shape of a matrix and a punch or a drawing according to which the part will be machined on a milling machine is created.
4. Then on the machine make the matrix and the punch and give them to the production.
So, since the designer issued the finished project to the engineer and until the form for the product is cast, it takes from six months to a year. And let's say, half a year, we made ten prototypes, gave them to the designer, he tried on these metal blanks, but they do not coincide with the seats. He understands why they do not coincide, modifies this model, and then the cycle repeats. It takes at least six months to the next fitting.
With the help of a 3D printer, the designer, in fact, with the press of a single button, sends his product to print and delivers it immediately to the production to be cast. The term is reduced from a year or six months to a week maximum. This is the most important advantage. Plus, we save significant funds for the manufacture of the form. And finally, we have the ability to create products with geometry of any complexity and, if necessary, quickly optimize the design in software.