Technology of laser additive manufacturing of metal products

In this review, I tried to present in a popular form the basic information about the production of metal products by the method of laser additive manufacturing - a relatively new and interesting technological method that arose in the late 80s and has become today a promising technology for small-scale or single-unit production in the field of medicine, aircraft - and rocket science.
Briefly describe the principle of operation of the installation for additive production using laser radiation as follows. The device for applying and leveling the powder layer removes the powder layer from the feeder and distributes it evenly on the surface of the substrate. After that, the laser beam scans the surface of this layer of powder and by melting or sintering forms the product. At the end of the scanning of the powder layer, the platform with the manufactured product is lowered to the thickness of the applied layer, and the platform with the powder rises, and the process of applying the powder layer and scanning is repeated. After the process is completed, the platform with the product is lifted and cleaned of unused powder.

One of the main parts in additive manufacturing plants is the laser system, which uses CO2 , Nd: YAG, ytterbium fiber or disk lasers. It has been established that the use of lasers with a wavelength of 1-1.1 μm for heating metals and carbides is preferable, since they absorb 25–65% better radiation generated by the laser. At the same time, the use of CO 2A laser with a wavelength of 10.64 microns is best suited for materials such as polymers and oxide ceramics. Higher absorption capacity allows to increase the penetration depth and to vary process parameters in a wider range. Typically, the lasers used in additive manufacturing operate continuously. Compared with them, the use of pulsed and Q-switched lasers due to their high pulse energy and short pulse duration (nanoseconds) makes it possible to improve the bond strength between the layers and reduce the heat-affected zone. In conclusion, it can be noted that the characteristics of the used laser systems lie in the following ranges: laser power - 50-500 W, scanning speed up to 2 m / s, positioning speed up to 7 m / s,
In addition to the laser, electron beam heating can be used as a source of powder heating. Arcam proposed and implemented this option in its installations in 1997. The installation with an electron beam gun is characterized by the absence of moving parts, since the electron beam is focused and guided by a magnetic field and deflectors, and the creation of a vacuum in the chamber has a positive effect on the quality of the products.
One of the important conditions in additive manufacturing is the creation of a protective environment that prevents oxidation of the powder. To fulfill this condition, argon or nitrogen is used. However, the use of nitrogen as a protective gas is limited, which is associated with the possibility of the formation of nitrides (for example, AlN, TiN in the manufacture of products from aluminum and titanium alloys), which lead to a decrease in the ductility of the material.
Laser additive manufacturing methods according to the characteristics of the material compaction process can be divided into Selective Laser Sintering (SLS), Indirect Metal Laser Sintering (IMLS), Direct Metal Laser Sintering (DMLS) ) and selective laser melting (Selective Laser Melting (SLM)). In the first embodiment, the compaction of the powder layer occurs due to solid phase sintering. In the second - due to the impregnation by a bundle of a porous skeleton previously formed by laser radiation. The direct laser sintering of metals is based on densification by the mechanism of liquid phase sintering due to the melting of the fusible component in the powder mixture. In the latter embodiment, compaction occurs due to complete melting and spreading of the melt. It is worth noting, that this classification is not universal, since in one type of the additive manufacturing process the compaction mechanisms that are characteristic of other processes may appear. For example, with DMLS and SLM, solid-phase sintering can occur, which occurs with SLS, while with SLM, liquid-phase sintering can occur, which is more characteristic of DMLS.
Selective Laser Sintering (SLS)
Solid-phase selective laser sintering is not widespread, since for a more complete flow of volume and surface diffusion, viscous flow, and other processes that occur during powder sintering, relatively long exposure to laser radiation is required. This leads to long-term laser operation and low process performance, which makes this process not economically feasible. In addition, difficulties arise in maintaining the process temperature between the melting point and the solid phase sintering temperature. The advantage of solid-phase selective laser sintering is the ability to use a wider range of materials for the manufacture of products.
Indirect Laser Sintering of Metals (IMLS)
The process, called "indirect laser sintering of metals" was developed by DTMcorp of Austin in 1995, which has been owned by 3D Systems since 2001. The IMLS process uses a mixture of powder and polymer or polymer coated powder, where the polymer acts as a binder and provides the necessary strength for further heat treatment. At the stage of the heat treatment, the polymer is distilled off, the framework is sintered, and the porous framework is impregnated with a metal binder, as a result of which the finished product is obtained.
Powders of both metals and ceramics, or mixtures thereof, can be used for IMLS. The mixture of powder with polymer is prepared by mechanical mixing, while the polymer content is about 2-3% (by weight), and in the case of using powder coated polymer, the layer thickness on the particle surface is about 5 μm. As a binder, epoxy resins, water glass, polyamides and other polymers are used. The temperature of distillation of the polymer is determined by the temperature of its melting and decomposition and averages 400-650 o C. After distillation of the polymer, the porosity of the product before impregnation is about 40%. When impregnated, the furnace is heated to 100-200 0From above the melting point of the impregnating material, since with increasing temperature the contact angle decreases and the melt viscosity decreases, which favorably affects the impregnation process. Typically, the impregnation of future products is carried out in a backfill of aluminum oxide, which plays the role of a supporting frame, since there is a risk of destruction or deformation of the product from the distillation of the polymer to the formation of strong interparticle contacts. Protection against oxidation is organized by creating an inert or reducing medium in the furnace. For impregnation, you can use quite a variety of metals and alloys that satisfy the following conditions. The material for impregnation should be characterized by a complete absence or slight interfacial interaction, a small contact angle of wetting and have a melting point lower than that of the base. For example, if the components interact with each other, then in the process of impregnation undesirable processes can occur, such as the formation of more refractory compounds or solid solutions, which can lead to a halt in the impregnation process or adversely affect the properties and dimensions of the product. Usually, bronze is used to impregnate the metal frame, while the shrinkage of the product is 2-5%.

One of the disadvantages of IMLS is the inability to widely control the content of the refractory phase (base material). Since its percentage in the finished product is determined by the bulk density of the powder, which, depending on the characteristics of the powder, can be three or more times lower than the theoretical density of the powder material.
Materials and their properties used for IMLS

Direct Laser Metal Sintering (DMLS)
The process of direct laser sintering of metals is similar to IMLS, however, it differs in that instead of polymer, alloys or compounds with a low melting point are used, and there is no such technological operation as impregnation. The DMLS concept was based on the German company EOS GmbH, which in 1995 created a commercial installation for direct laser sintering of a steel-nickel bronze powder system. The preparation of various products by the DMLS method is based on the flow of the formed melt-bundle into the voids between particles under the action of capillary forces. In order to successfully complete the process, phosphorus compounds are added to the powder mixture, which reduce the surface tension, viscosity and oxidation state of the melt, thereby improving wettability. The powder used as a binder usually has a smaller size,
Materials and their properties used for DMLS by EOS GmbH

Selective Laser Melting (SLM)
Further improvement of plants for additive manufacturing is associated with the emergence of the possibility of using a more powerful laser, a smaller diameter of the focusing spot and the application of a thinner layer of powder, which allowed the use of SLM for the manufacture of products from various metals and alloys. Typically, products obtained by this method have a porosity of 0-3%.
As in the above methods (IMLS, DMLS), wettability, surface tension and melt viscosity play a large role in the manufacturing process. One of the factors restricting the use of various metals and alloys for SLM is the effect of “spherical formation” or spheroidization, which manifests itself in the form of droplets lying separately from each other, rather than a solid path of the melt. The reason for this is surface tension under the action of which the melt seeks to reduce free surface energy by forming a mold with a minimum surface area, i.e. ball. In this case, the Marangoni effect is observed in the melt strip, which manifests itself in the form of convective flows due to the gradient of surface tension as a function of temperature, and if convective flows are strong enough, then the strip of melt is divided into separate drops. Also, a drop of melt under the influence of surface tension draws nearby powder particles into itself, which leads to the formation of a pit around the drop and, ultimately, to an increase in porosity.

Spheroidization of M3 / 2 steel under suboptimal SLM conditions. The
effect of spheroidization is also facilitated by the presence of oxygen, which, dissolving in the metal, increases the viscosity of the melt, which leads to a deterioration in the spreading and wettability of the melt below the underlying layer. For the above reasons, it is not possible to obtain products from metals such as tin, copper, zinc, lead.
It is worth noting that the formation of a high-quality melt strip is associated with the search for the optimal region of process parameters (laser radiation power and scanning speed), which is usually quite narrow.

Effect of gold SLM parameters on the quality of the formed layers
Another factor affecting the quality of products is the appearance of internal stresses, the presence and magnitude of which depends on the geometry of the product, the rate of heating and cooling, the coefficient of thermal expansion, phase and structural changes in the metal. Significant internal stresses can lead to deformation of products, the formation of micro- and macrocracks.
The negative influence of the above mentioned factors can be partially reduced by using heating elements, which are usually located inside the installation around the substrate or powder feeder. Heating the powder also allows you to remove adsorbed moisture from the surface of the particles and thereby reduce the degree of oxidation.
In the case of selective laser melting of metals such as aluminum, copper, gold, an important issue is their high reflectivity, which necessitates the use of a powerful laser system. But increasing the power of the laser beam can adversely affect the dimensional accuracy of the product, since with excessive heating the powder will melt and sinter outside the laser spot due to heat transfer. A high laser power can also lead to a change in the chemical composition as a result of metal evaporation, which is especially characteristic for alloys containing low-melting components and having a high vapor pressure.
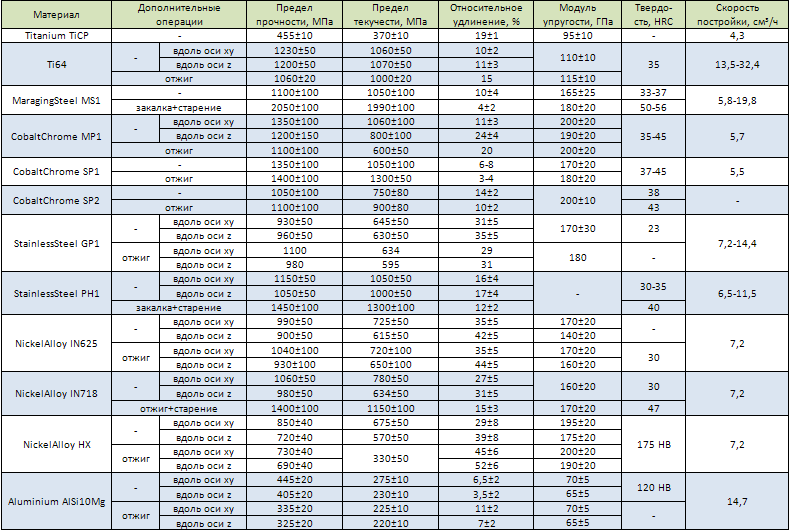
Mechanical properties of materials obtained by the SLM method (company EOS GmbH)
If the product obtained by one of the above methods has residual porosity, then, if necessary, additional technological operations are used to increase its density. For this purpose, powder metallurgy methods are used - sintering or hot isostatic pressing (HIP). Sintering eliminates residual porosity and improves the physicomechanical properties of the material. It should be emphasized that the formed properties of the material during sintering are determined by the composition and nature of the material, the size and number of pores, the presence of defects and many other factors. The ISU is a process in which a preform placed in a gas thermostat is compacted under the influence of high temperature and comprehensive compression with an inert gas. Operating pressure and maximum temperature reached by the gas thermostat Depends on its design and volume. For example, a gas thermostat having a working chamber size of 900x1800 mm is capable of developing a temperature of 1500o C and pressure 200 MPa. The use of ISU to eliminate porosity without the use of an airtight shell is possible if the porosity is not more than 8%, since at a higher value, gas will penetrate through the pores into the product, thereby preventing compaction. The penetration of gas into the product can be eliminated by manufacturing a steel sealed shell that repeats the shape of the product surface. However, the products obtained by additive production, basically have a complex shape, which makes it impossible to manufacture such a shell. In this case, for sealing, you can use a vacuum sealed container in which the product is placed in a granular medium (Al 2 O 3 , BN hex , graphite), which transfers pressure to the walls of the product.
After additive production using the SLM method, the materials are characterized by anisotropy of properties, increased strength and reduced ductility due to the presence of residual stresses. To relieve residual stresses, obtain a more equilibrium structure, increase the viscosity and ductility of the material, annealing is performed.
According to the data below, it can be noted that products obtained by selective laser melting, in some cases, are stronger than cast by 2-12%. This can be explained by the small grain size and microstructural components that are formed as a result of rapid cooling of the melt. Rapid supercooling of the melt significantly increases the number of solid phase nuclei and reduces their critical size. In this case, crystals rapidly growing on the nuclei, in contact with each other, begin to impede their further growth, thereby forming a fine-grained structure. Crystallization nuclei are usually non-metallic inclusions, gas bubbles or particles released from the melt with their limited solubility in the liquid phase. And in the general case, according to the Hall-Petch relation, with decreasing grain size, the strength of the metal increases due to the developed network of grain boundaries, which is an effective barrier to the movement of dislocations. It should be noted that due to the different chemical composition of the alloys and their properties, the conditions for conducting SLM, the above-mentioned phenomena that occur during cooling of the melt manifest themselves with different intensities.
Mechanical Properties of Materials Obtained by SLM and Casting

Of course, this does not mean that products obtained by selective laser melting are better than products obtained by traditional methods. Due to the great flexibility of traditional methods for producing products, it is possible to widely vary the properties of the product. For example, using methods such as changing the temperature conditions of crystallization, alloying and introducing modifiers into the melt, thermal cycling, powder metallurgy, thermomechanical processing, etc., it is possible to achieve a significant increase in the strength properties of metals and alloys.
Of particular interest is the use of carbon steel for additive manufacturing, as a cheap material with a high complex of mechanical properties. It is known that with increasing carbon content in steel, its fluidity and wettability improve. Due to this, it is possible to obtain simple products containing 0.6-1% C with a density of 94-99%, while in the case of using pure iron, the density is about 83%. In the process of selective laser melting of carbon steel, the melt track undergoes quenching and tempering on the structure of troostite or sorbitol during rapid cooling. At the same time, due to thermal stresses and structural transformations, significant stresses can occur in the metal, which lead to the leash of the product or to the formation of cracks. Also important is the geometry of the product, since abrupt cross-sections, small radii of curvature and sharp edges cause cracks. If after "printing" the steel does not have a predetermined level of mechanical properties and it is necessary to undergo additional heat treatment, then it will be necessary to reckon with the previously noted restrictions on the shape of the product in order to avoid the appearance of quenching defects. This somewhat reduces the prospects of using SLM for carbon steels.
In the manufacture of products by traditional methods, one of the ways to avoid cracks and leashes during hardening of complex products is the use of alloy steels, in which the alloying elements present, in addition to increasing the mechanical and physicochemical properties, delay the transformation of austenite upon cooling, which reduces the critical hardening rate and hardenability of alloy steel increases. Due to the low critical hardening rate, steel can be fired in oil or in air, which reduces the level of internal stresses. However, due to the rapid removal of heat, the inability to control the cooling rate and the presence of carbon in alloy steel, this technique does not avoid the appearance of significant internal stresses during selective laser melting.
In connection with the above noted features, martensitic steels (MS 1, GP 1, PH 1) are used for SLM, in which hardening and increase in hardness are achieved due to the precipitation of dispersed intermetallic phases during heat treatment. These steels contain a small amount of carbon (hundredths of a percent), as a result of which the martensite lattice formed upon rapid cooling is characterized by a small degree of distortion and, consequently, has a low hardness. The low hardness and high ductility of martensite provides relaxation of internal stresses during hardening, and the high content of alloying elements allows steel to be calcined to a great depth at almost any cooling rate. Thanks to this, with the help of SLM it is possible to manufacture and heat-treat complex products without fear of cracking or warping.
In conclusion, it can be noted that now the efforts of scientists and engineers are aimed at a more detailed study of the influence of process parameters on the structure, mechanism and characteristics of compaction of various materials under the influence of laser radiation in order to improve mechanical properties and increase the range of materials suitable for laser additive manufacturing.