3D printer head. Three components and three sources. On the road to excellence
A small review on the materials used to make 3D printer heads and the heads themselves, to make it clearer why they are doing this, J-Head, Makerbot, Ultimaker.
This is my second article from the epic series about printer heads. A joke - but there is still something to say. The first article is here . Like all materials on RepRap - printers refers to open-source, so if you need any details, please contact.
Hotend - the hot part of the head usually consists of three parts:
- the head itself, nozzle, nozzle;
- thermal barrier, also called nozzle holder, can be in one bottle with a radiator;
- radiator.
The requirements for the materials of these parts are significantly different. However, I saw on the Web people who made all of these parts from aluminum. And they did not succeed. But Pryusha - the same, famous, by whose name the Prusa printer model is named, made everything out of stainless steel. This will also be written.

head of Prusa Nozzle
So - the head, nozzle, it is usually made of brass, sometimes aluminum, heard mention of bronze and never saw made of copper. Why is that? Probably because in the head, of course, the good thermal conductivity of the material matters, but this value is not too large, the convenience of processing the material is more important.
So, let's see the values of thermal conductivity for copper, aluminum, brass and bronze:
- copper - 395 W / m K
- aluminum - 220
- brass - 150
- bronze - 58.7 - this is for aluminum bronze, which is noticeably stronger than brass.
Bronze, as you can see, has almost three times less thermal conductivity than brass, which in the case of using a resistor-heater can make a difference.
Aluminum was abandoned, probably due to excessive softness. There are, of course, fairly strong aluminum alloys, but they still need to be found and distinguished ... so ...
Copper is probably difficult to process and too soft.
For me, an important and useful property of brass (bronze is the same) is also that it is well soldered with solid silver solder - which is used to repair refrigerators. It is very good, they can solder bronze to stainless steel and its wettability is simply magnificent, that is, it flows perfectly around the joint, being soldered only at one point. So we smoothly move on to the thermal barrier. This is a part that must withstand the mechanical loads of the head and transfer less heat to the body of the device. The first hot-end models used fluoroplastic for this - if in Russian, or Teflon, PTFE. In fact, a wonderful material, especially because of its remarkable slippery. Nothing sticks to him, as it were, and his thermal conductivity is small. However, there is a defect. Strength. Durability is low, and not even the worst, the bad thing is that it has fluidity. Fluidity means under load, even with mild heating, it begins to change its shape. All. This feature left him only the function of the liners in the head, which reduce the friction of the filament. There is nowhere for him to flow. It is backed on all sides - either by metal or appropriate plastic.
Let us now look at the properties of materials that we could supply as a thermal barrier. Thermal conductivity - in W / m K (meaning - watt, meter, degree, and which, Kelvin or Celsius - it does not matter) and ultimate tensile strength - in megapascals.
- Teflon 0.25 26
- PEEK 0.29 165
- Stainless steel grade 304 9.4 580-600
- Stainless steel grade 316 9.4 680
- Steel 3, the easiest 55 380
We look, the second line is PEEK, this pretty exotic plastic. With an impressive price. Pay attention to the strength, it is only two times lower than Steel 3.
With low thermal conductivity, good slippage and good thermal stability, it has become a popular material for nozzle holders.

Classical J-Head Nozzle Mk5 B
Two minuses, and serious: - price and thermal stability. 250ºС is the temperature limit, often you want more, thermistors (many) will work up to 300ºС - there is room to grow.
Now look at stainless steels - their thermal conductivity is 5 times lower than ordinary steel! And the strength is almost two times higher! These are steel grades popular in the West corresponding to our 08X18H10 and 08X17H13M2. The first is generally the classic food stainless steel, chromium-nickel. True, thermal conductivity is 40 times higher than that of Teflon, but given the difference in strength, the difference with Teflon will be only 30 percent. PEEK, however, remains an unattainable competitor. But resistance to heat ... and another nice opportunity to solder a brass nozzle to a steel tube with silver solder and forget about the leakage of plastic. Silver solder not only has a melting point of 800 ° C, but it also has excellent strength and solders perfectly - very good fluidity and wettability. 8-12 millimeters stainless steel tubing is already a sufficient barrier to our needs. This is in the case of a tube with a diameter of 8 mm and with walls of 1 mm. If you use thinner tubes, the effect will be even better. The tube with 0.3 mm walls is strong enough. Here other factors will have the main impact: - heating by radiation from the head, heating by convective flows, which, however, should be blown away by the fan.
The head from Pruši is Prusa Nozzle from a single piece of stainless steel, it really has a slightly different steel composition — with twice as much thermal conductivity, grade 303, this is probably a compromise between the requirements for the thermal barrier and the nozzle. The product turned out to be very difficult to manufacture, and it seems not very successful, although it allowed printing with any kind of plastic. People complain about him. Yes, and buy it now is not easy. The new modification - with an aluminum radiator, and, in my opinion, should not be particularly successful either. Low temperature gradient by thermal barrier.
Classical J-Head Nozzle Mk5 B A good model, especially if it was made without the simplifications and impairments that some Chinese comrades added. The holder is made of PEEK plastic. Prints stably. But not everyone. The temperature range is limited and it is better not to exceed it - plastic begins to ooze through the junction of the holder and nozzle. As a heater, a resistor is used, the rated power is about 25 watts. Teflon insert to the brass nozzle.
Makerbot - Makerbot Stepstruder MK7 - structurally simple, solid metal and judging by the stated parameters, very good. Thermal barrier - stainless steel, not too small section, complex configuration, no fluoroplastic liner inside the holder. The large aluminum heating block is thermally insulated from air using ceramic tape. Judging by the powerful radiator, a rather large heat flow comes from the head. A short length of the thermal barrier means a high temperature gradient. Why this is good, I will try to show on the numbers in the next post.

Head Makerbot Stepstruder MK7
And Ultimaker HotEnd v2 uses the thermal barrier from PEEK. So do not expect anything surprising in the temperature range. Uses a heating cartridge, 40W. Just like the Stepstruder MK7. The design is interesting. Properly used Teflon. A very large extent of the floating part. Apparently from here a record print speed. For detailed analysis, there are no drawings or descriptions.
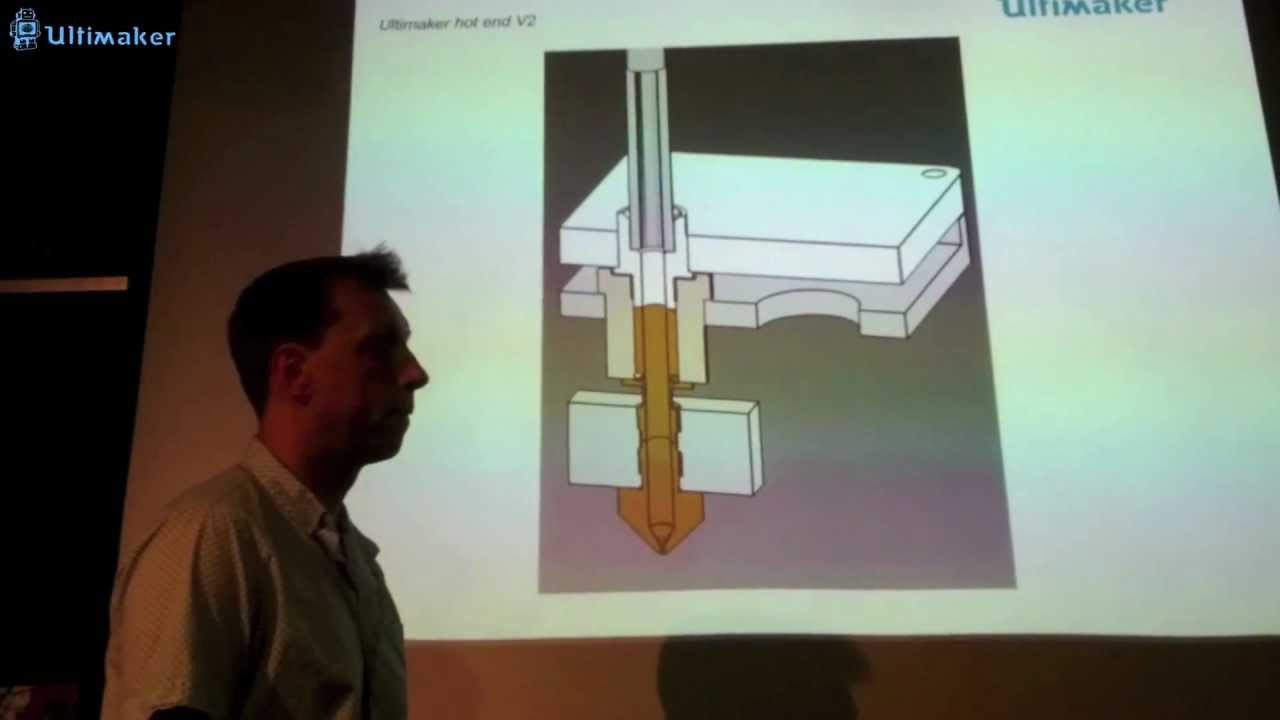

What I found on Ultimaker, and it is Open source.
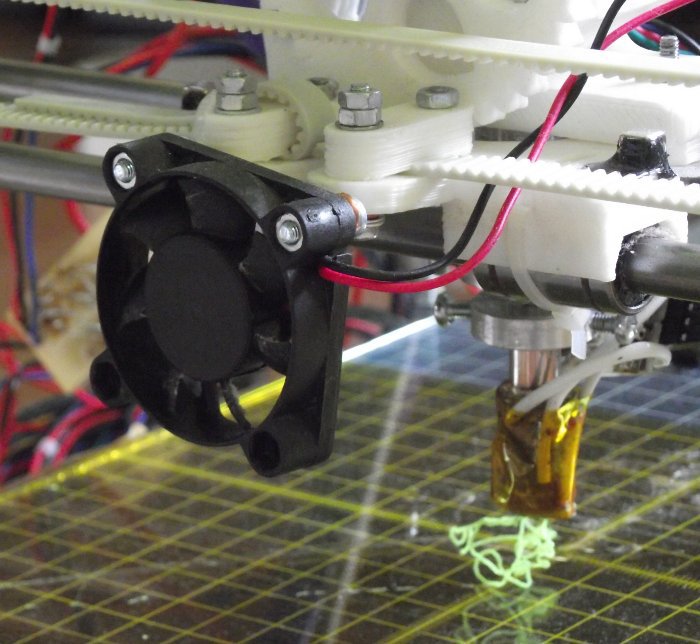
Home-made - BASS - prints well and quickly. 140 mm / s when printing with capron / trimmer fishing line. Time consuming to manufacture. One winding heater is worth it. Thermobarrier from a tube of stainless steel 304. Turning - simple. Silver soldering is used. Due to the wound radiator - good uniformity of heating, low weight and high reliability. Before the brass nozzle, a Teflon insert is used, the last 5 millimeters of which are replaced by a stainless steel ring to reduce the load. Power - the same, about 40 watts.
In the mount, the heating is not strong, the fan copes weak.

We can say that the first period of development of FDM-printers ends, well-functioning heads are now not uncommon. Although it doesn’t leave me feeling that the principles of their design are not too clearly formulated. In the next post I want to talk about the thermal calculations of the printer head, why they are so done and how to avoid the formation of traffic jams. I even got the impression that I can now quite consciously choose sizes, radiators, thermal barriers and more. I will be glad if the community participates in the search for possible errors and misconceptions. Thanks to all.
This is my second article from the epic series about printer heads. A joke - but there is still something to say. The first article is here . Like all materials on RepRap - printers refers to open-source, so if you need any details, please contact.
Hotend - the hot part of the head usually consists of three parts:
- the head itself, nozzle, nozzle;
- thermal barrier, also called nozzle holder, can be in one bottle with a radiator;
- radiator.
The requirements for the materials of these parts are significantly different. However, I saw on the Web people who made all of these parts from aluminum. And they did not succeed. But Pryusha - the same, famous, by whose name the Prusa printer model is named, made everything out of stainless steel. This will also be written.
head of Prusa Nozzle
So - the head, nozzle, it is usually made of brass, sometimes aluminum, heard mention of bronze and never saw made of copper. Why is that? Probably because in the head, of course, the good thermal conductivity of the material matters, but this value is not too large, the convenience of processing the material is more important.
So, let's see the values of thermal conductivity for copper, aluminum, brass and bronze:
- copper - 395 W / m K
- aluminum - 220
- brass - 150
- bronze - 58.7 - this is for aluminum bronze, which is noticeably stronger than brass.
Bronze, as you can see, has almost three times less thermal conductivity than brass, which in the case of using a resistor-heater can make a difference.
Aluminum was abandoned, probably due to excessive softness. There are, of course, fairly strong aluminum alloys, but they still need to be found and distinguished ... so ...
Copper is probably difficult to process and too soft.
For me, an important and useful property of brass (bronze is the same) is also that it is well soldered with solid silver solder - which is used to repair refrigerators. It is very good, they can solder bronze to stainless steel and its wettability is simply magnificent, that is, it flows perfectly around the joint, being soldered only at one point. So we smoothly move on to the thermal barrier. This is a part that must withstand the mechanical loads of the head and transfer less heat to the body of the device. The first hot-end models used fluoroplastic for this - if in Russian, or Teflon, PTFE. In fact, a wonderful material, especially because of its remarkable slippery. Nothing sticks to him, as it were, and his thermal conductivity is small. However, there is a defect. Strength. Durability is low, and not even the worst, the bad thing is that it has fluidity. Fluidity means under load, even with mild heating, it begins to change its shape. All. This feature left him only the function of the liners in the head, which reduce the friction of the filament. There is nowhere for him to flow. It is backed on all sides - either by metal or appropriate plastic.
Let us now look at the properties of materials that we could supply as a thermal barrier. Thermal conductivity - in W / m K (meaning - watt, meter, degree, and which, Kelvin or Celsius - it does not matter) and ultimate tensile strength - in megapascals.
- Teflon 0.25 26
- PEEK 0.29 165
- Stainless steel grade 304 9.4 580-600
- Stainless steel grade 316 9.4 680
- Steel 3, the easiest 55 380
We look, the second line is PEEK, this pretty exotic plastic. With an impressive price. Pay attention to the strength, it is only two times lower than Steel 3.
With low thermal conductivity, good slippage and good thermal stability, it has become a popular material for nozzle holders.
Classical J-Head Nozzle Mk5 B
Two minuses, and serious: - price and thermal stability. 250ºС is the temperature limit, often you want more, thermistors (many) will work up to 300ºС - there is room to grow.
Now look at stainless steels - their thermal conductivity is 5 times lower than ordinary steel! And the strength is almost two times higher! These are steel grades popular in the West corresponding to our 08X18H10 and 08X17H13M2. The first is generally the classic food stainless steel, chromium-nickel. True, thermal conductivity is 40 times higher than that of Teflon, but given the difference in strength, the difference with Teflon will be only 30 percent. PEEK, however, remains an unattainable competitor. But resistance to heat ... and another nice opportunity to solder a brass nozzle to a steel tube with silver solder and forget about the leakage of plastic. Silver solder not only has a melting point of 800 ° C, but it also has excellent strength and solders perfectly - very good fluidity and wettability. 8-12 millimeters stainless steel tubing is already a sufficient barrier to our needs. This is in the case of a tube with a diameter of 8 mm and with walls of 1 mm. If you use thinner tubes, the effect will be even better. The tube with 0.3 mm walls is strong enough. Here other factors will have the main impact: - heating by radiation from the head, heating by convective flows, which, however, should be blown away by the fan.
The head from Pruši is Prusa Nozzle from a single piece of stainless steel, it really has a slightly different steel composition — with twice as much thermal conductivity, grade 303, this is probably a compromise between the requirements for the thermal barrier and the nozzle. The product turned out to be very difficult to manufacture, and it seems not very successful, although it allowed printing with any kind of plastic. People complain about him. Yes, and buy it now is not easy. The new modification - with an aluminum radiator, and, in my opinion, should not be particularly successful either. Low temperature gradient by thermal barrier.
Classical J-Head Nozzle Mk5 B A good model, especially if it was made without the simplifications and impairments that some Chinese comrades added. The holder is made of PEEK plastic. Prints stably. But not everyone. The temperature range is limited and it is better not to exceed it - plastic begins to ooze through the junction of the holder and nozzle. As a heater, a resistor is used, the rated power is about 25 watts. Teflon insert to the brass nozzle.
Makerbot - Makerbot Stepstruder MK7 - structurally simple, solid metal and judging by the stated parameters, very good. Thermal barrier - stainless steel, not too small section, complex configuration, no fluoroplastic liner inside the holder. The large aluminum heating block is thermally insulated from air using ceramic tape. Judging by the powerful radiator, a rather large heat flow comes from the head. A short length of the thermal barrier means a high temperature gradient. Why this is good, I will try to show on the numbers in the next post.
Head Makerbot Stepstruder MK7
And Ultimaker HotEnd v2 uses the thermal barrier from PEEK. So do not expect anything surprising in the temperature range. Uses a heating cartridge, 40W. Just like the Stepstruder MK7. The design is interesting. Properly used Teflon. A very large extent of the floating part. Apparently from here a record print speed. For detailed analysis, there are no drawings or descriptions.
What I found on Ultimaker, and it is Open source.
Home-made - BASS - prints well and quickly. 140 mm / s when printing with capron / trimmer fishing line. Time consuming to manufacture. One winding heater is worth it. Thermobarrier from a tube of stainless steel 304. Turning - simple. Silver soldering is used. Due to the wound radiator - good uniformity of heating, low weight and high reliability. Before the brass nozzle, a Teflon insert is used, the last 5 millimeters of which are replaced by a stainless steel ring to reduce the load. Power - the same, about 40 watts.
In the mount, the heating is not strong, the fan copes weak.
We can say that the first period of development of FDM-printers ends, well-functioning heads are now not uncommon. Although it doesn’t leave me feeling that the principles of their design are not too clearly formulated. In the next post I want to talk about the thermal calculations of the printer head, why they are so done and how to avoid the formation of traffic jams. I even got the impression that I can now quite consciously choose sizes, radiators, thermal barriers and more. I will be glad if the community participates in the search for possible errors and misconceptions. Thanks to all.