How we serviced a diesel dynamic uninterruptible power supply

This is such a hefty top-rotor, standing in the gap of the electrical circuit at the entrance to the data center. He is constantly spinning. If the power is turned off, then by inertia it ensures uninterrupted power until the diesel is started. Power without switching is restored again. We have developed bearings there, and we decided to change them a bit.
Modern practice is such that buildings are built taking into account the fact that there will be a reserve in terms of energy supply, in our case it is DDIBP. We already had an underground data center building , and therefore the replacement was very exciting.
Here, for example, the problem of knowledge of physics.

A coupling is mounted on the shaft here. It is adjacent to the shaft so tightly that there is no way to remove it.
We called a special guy with a black belt for welding, whose task was VERY QUICKLY to heat this clutch. It was important that the coupling heated up as much as possible, while the shaft remained cold, and therefore, for better control, we watched this process through the thermal imager. In parallel with the thermal work between the shaft and the coupling, a force of 10 tons of hydraulic pressure was applied, and at some point we managed to “pull off” and subsequently remove this coupling. Putting the clutch back was much easier. We gradually warmed it up to 200 ° C and put it on the shaft.
In general, I'd better tell you first about the work of people serving these fragile processors in data centers.
First, a general view of the installation:


The story began simply: standard maintenance was carried out, within the framework of which vibrotest was performed at the test points. Understood that the vibration exceeds the norm. On the recommendation of Hightek, they decided to change the drive module on one of the installations. For us, this is important and critical - we even taught the fighters something and purchased additional equipment. We measured everything. We saw how the car is approaching the level when it is necessary to change the bearings.
Vibrations signal that the main consumables (bearings) wear out. We see that the bearings will soon need to be changed, and initiate these works. Let's go talk to Hightek. Vendor says: men, someone misunderstood something, but it is technically impossible to change the bearings on site. This requires space technology. It is all connected with the analysis of the rotor. You need an accurate lifting piece - you need to move the rotor through a narrow channel, without touching anything. This is done only at the factory. They say the only option to go through a replacement is to completely change the module.
We were very happy.
If we had nightmares in the maintenance of the data center, then the replacement of the central module DDBP was in second place. On the first there was an earthquake with the subsequent falling asleep of the engine room with earth. Earthquakes in Moscow are usually not.
The fact is that the module is in the middle. The whole machine in the amount of 20 tons. Of these, 2 modules on the edges of about 7 tons (diesel and generator). In the center - the drive. In the drive - bearings. It needs to be pulled out, like a carrot from a bed, and put another one the same. Cramped conditions are not the right word. As I said, usually buildings are built for such cars, and we dragged them into the existing ones.
The designers even then said that service is possible in theory.
Then we heard only "possible", but not "in theory." Now we had to close this small gap between reality and abstraction.
The result - it is necessary to juggle with iron pieces of 5 and 7 tons. And do not break them and the walls. If there is a choice what to break, a wall or a piece of iron, then a wall is better. Lifting mechanisms do not fit in any way. Here is our thing with the scheme where you can see the parts:

The process of steps:
1. Dismantling two drive and generator installations.
2. Removal, rigging, loading old.
3. Rigging new to new planting.
4. Connection to the engine, installation of the coupling, shaft alignment, connection to the generator and the same.
Let's go
Here we are dragging the old drive with interest. They put it in a specially designed "cradle", began to carry as a typewriter on a string. While moving horizontally, everything went well. There was a problem here from this angle, they notably tinker there: A


further rise of 15%. Dragging the winch, the effort on the winch - 1 ton:

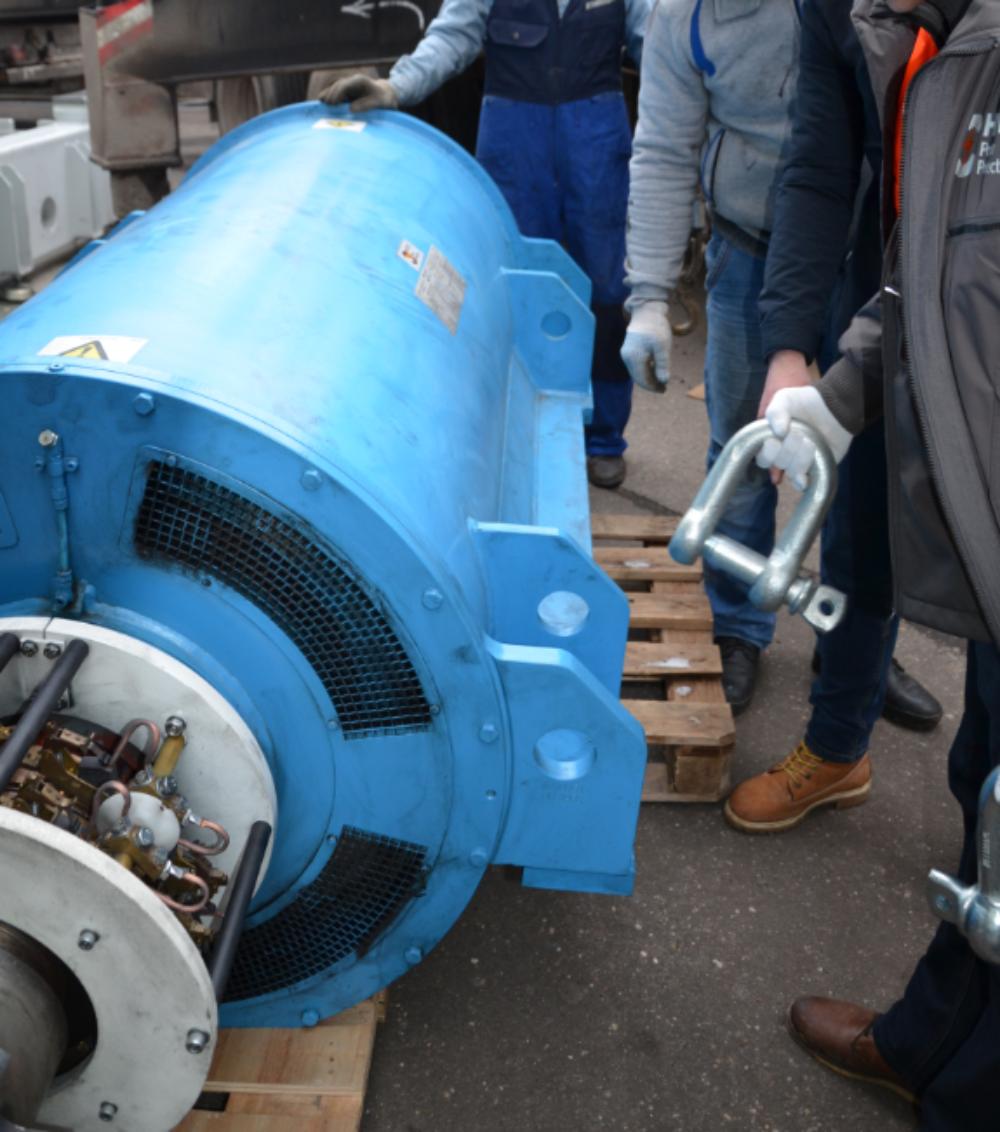
Next came the truck, we loaded the module into it with the help of a crane:


Then a new one arrived. It had to be put on the same “cradle” and secured. Fix it is important: we will not be able to twist it indoors anymore, so it was necessary to hit it exactly as it should. See how fun we got:
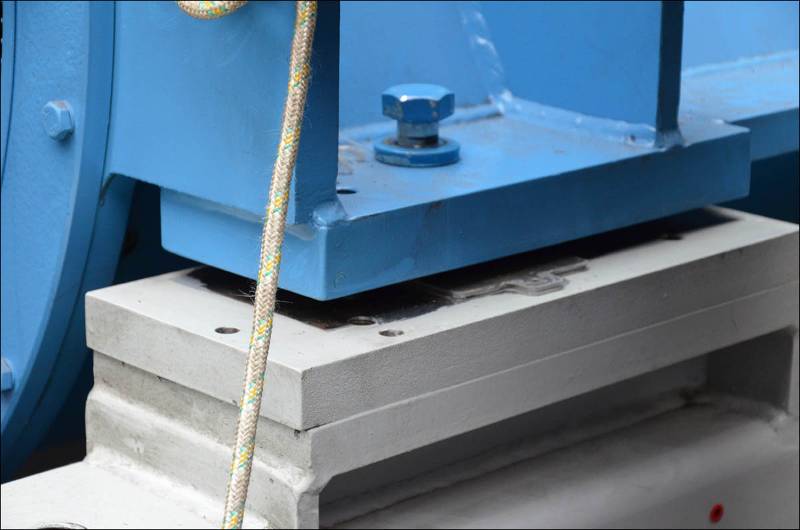
6-ton hrenovinoy need to get right into the hole in the site. The thread is exactly under the screw, no plus or minus millimeter. This is because we need a fairly high accuracy already below, at the time of connection.
If you think that in the age of robots and big data it is very easy to solve such a problem, then you are deeply mistaken. The crane operator is not a robot, and waving a 6-ton load on a long suspension is not automated at all. In general, with the help of physical strength and some kind of mother, we did it. Not as fast as they wanted, and not without new long words, but they did.
By the way, evaluate what kind of earring was:
Then they took everything back:

Here is the electromagnetic tilt sensor (shock-logger). Loading-unloading: the maximum permissible shaking is 8g, so we chose the crane to be with a smooth start:

Here is a room without a generator and drive. Here you need to drag the module, put it exactly in the center (all three modules are connected with one shaft) and reconnect everything:

So, we warm the bearing and watch the process through the thermal imager:
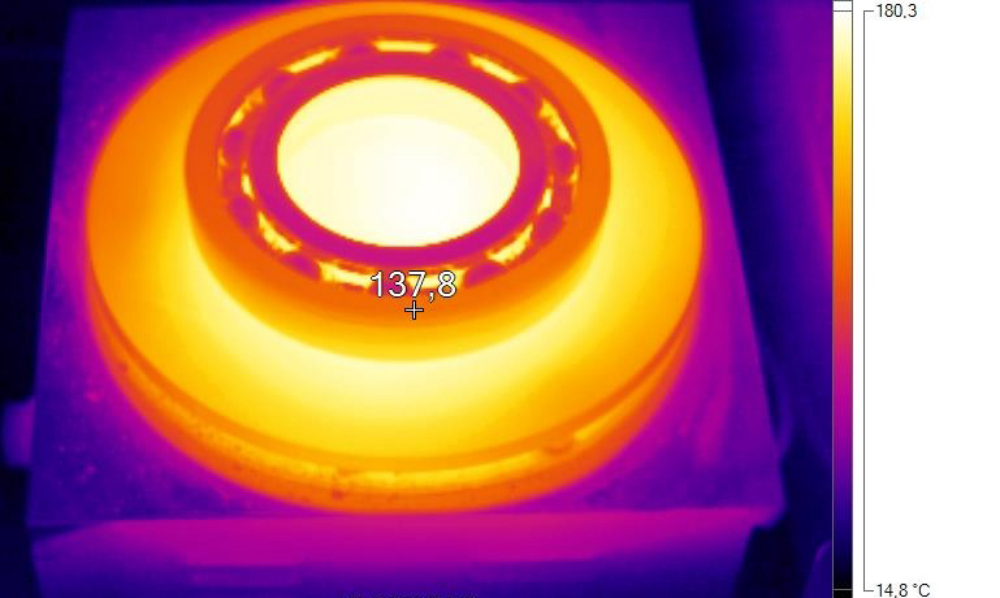


You warmed up to 200 degrees, then put on special gloves. For a while we had a hell there. The firefighters were standing nearby, waiting for everything to catch fire, but we were very disappointed.


The shaft is perfectly polished, so we covered it with rags all the time so as not to scratch. The casing actually clings to the factory too, but Vitaly (an engineer from the vendor Hitek) is such a guru that he did everything with his bare hands.
In terms of complexity, it’s like stuffing Chuck Norris’s face. Because it is very difficult to correctly center a 250-kilogram part with bare hands.
Of course, the shaft alignment ended up rough. For the machine to work, it must be perfect. Therefore, after assembling, the other team (in clean clothes, without burned eyebrows, full of strength and satisfied with life), with the help of roteling (special tools), finished everything on commissioning. As a result, the three parts of the machine coincided perfectly.
Wiring and disconnection:

At the disconnection, it is important to measure the insulation resistance and ensure its sufficiency. Now 550 MW, more than enough. There is a lot of dust, it gets clogged up - in our practice in another data center it was almost until the breakdown on one of the machines.
But you can see brushes:
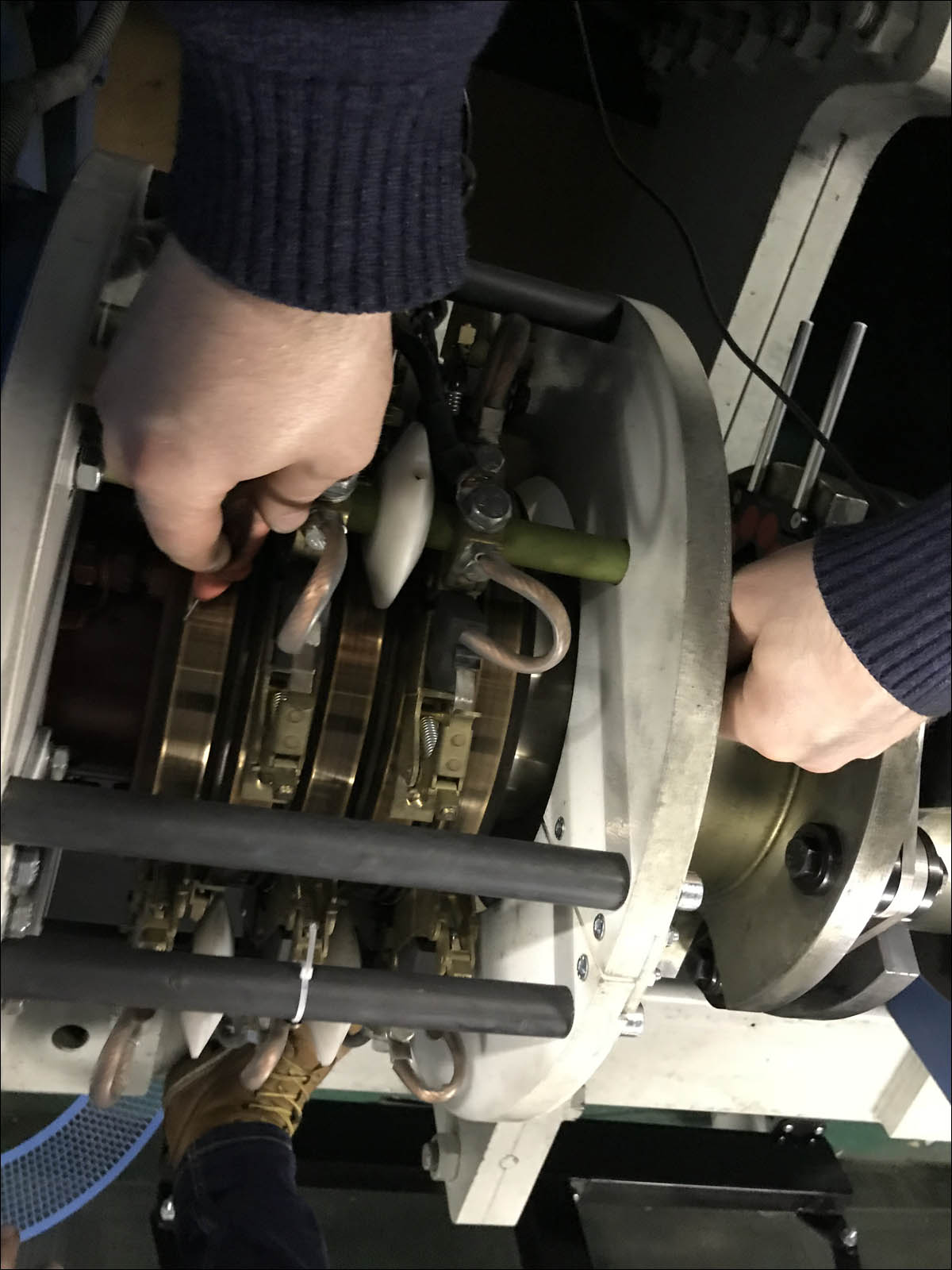
Here the resistance on the slip mechanism is measured. There is a brushless performance, but we have a traditional one. A car with brushes easier to diagnose and predict. The graphite brushes are pressed against the current-collecting ring, because graphite is a conductor and at the same time soft, that is, does not scratch the rotating slip ring. In this work, the brush should be pressed with its entire cross-sectional area to the current-collecting ring, and later on a dark layer, the so-called patina, is formed on the contact ring. The patina layer reduces brush friction on the surface of the slip ring, which increases its service life.
Result:

That's all.

Links
- Installation
- DDBP Hightek new generation
- My mail: PGoryunov@croc.ru.